焊接变形的原因
在焊接过程中对焊件进行了局部的、不均匀的加热是产生焊接应力及变形的原因。焊接时焊缝和焊缝附近受热区的金属发生膨胀,由于四周较冷的金属阻止这种膨胀,在焊接区域内就发生压缩应力和塑性收缩变形,产生了不同程度的横向和纵向收缩。由于这两个方向的收缩,造成了焊接结构的各种变形。
影响焊接结构变形的因素
1)焊缝截面积的影响:焊缝截面积是指熔合线范围内的金属面积,焊缝面积越大,冷却时收缩引起的塑性变形量越大。
2)焊接热输入的影响:一般情况下,热输入大时,加热的高温区范围大,冷却速度慢,使接头塑性变形区增大,不论对纵向、横向或角变形都有变形增大的影响。但在表面堆焊时,当热输入增大到一定程度时,由于整个板厚温度趋近,因而即使热输入继续增大,角变形不再增大,反而有所下降。
3)工件的预热、层间温度影响:预热温度和层间温度越高,相当于热输入增大,使冷却速度减慢,收缩变形增大。
4)焊接方法的影响:在建筑钢结构焊接常用的几种方法中,除电渣焊以外,埋弧焊热输入较大,在其他条件如焊缝面积等相同情况下,收缩变形较大。手工电弧焊热输入居中,收缩变形比埋弧焊小。CO2气体保护焊热输入较小,收缩变形响应也较小。
5)焊缝位置对变形的影响:由于焊缝位置在结构中不对称,焊缝位置不对称等将引起各种变形。
6)结构的刚性对焊接变形的影响:结构的刚性大小,主要取决于结构的形状和其截面大小,刚性较小的结构,焊接变形大;刚性大的结构,焊后变形较小。
7)装配和焊接规范对焊接变形的影响:由于采取的装配方法不同,对结构的变形也有影响。整体装配完再进行焊接,其变形一般小于边装配边焊接。
防止焊接变形的措施
1、热调整法
减少焊接热影响区的宽度,降低不均匀加热的程度,都可以减少焊接变形。
1)采用能量高的焊接方法,如用二氧化碳气体保护焊代替焊条电弧焊。
2)多层焊代替单层焊。
3)用小直径焊条代替大直径焊条。
4)用小电流快速不摆动焊代替大电流慢速摆动焊。
2、刚性固定法
一般刚性大的工件,焊后变形都较小。如果焊接之前能加大工件的刚性,工件焊后的变形就可以减小,这种防止变形的措施称为刚性固定法。加大刚性的办法有夹具、支撑、使用专用胎具、临时将工件点固定在刚性平台上、采用压铁等。
3、强制冷却法
采取强制冷却来减少受热区的宽度,能达到减少焊接变形的目的。
1)将焊缝四周的工件浸在水中。
2)用铜块增加工件的热量损失。
4、焊前预热法
对于焊接性较差的材料,如中碳钢、铸铁等通常采用预热来减少焊接变形。
5、控制顺序法
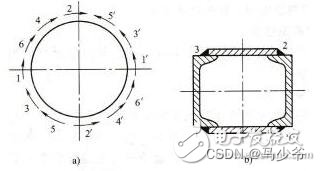
同样的焊接结构,如果采用不同的焊接顺序,产生的焊后变形则不相同。采用对称的焊接顺序采取对称的焊接顺序,能有效地减少焊接变形,如图10-24所示。
(2)长焊缝的焊接顺序长焊缝焊接时,应采取对称焊、逐步退焊、分段逐步退焊、跳焊等焊接顺序。
(3)先焊收缩量大的焊缝因为对接焊缝比角焊缝的收缩量大,如果一个结构中既有对接焊缝,又有角焊缝,则应先焊对接焊缝,后焊角焊缝。