1、新建工艺对象,在“动态”中可以设置最大转速(30.0)和启动/停止转速(2.0)以及加减速时间(也可以计算得出)。
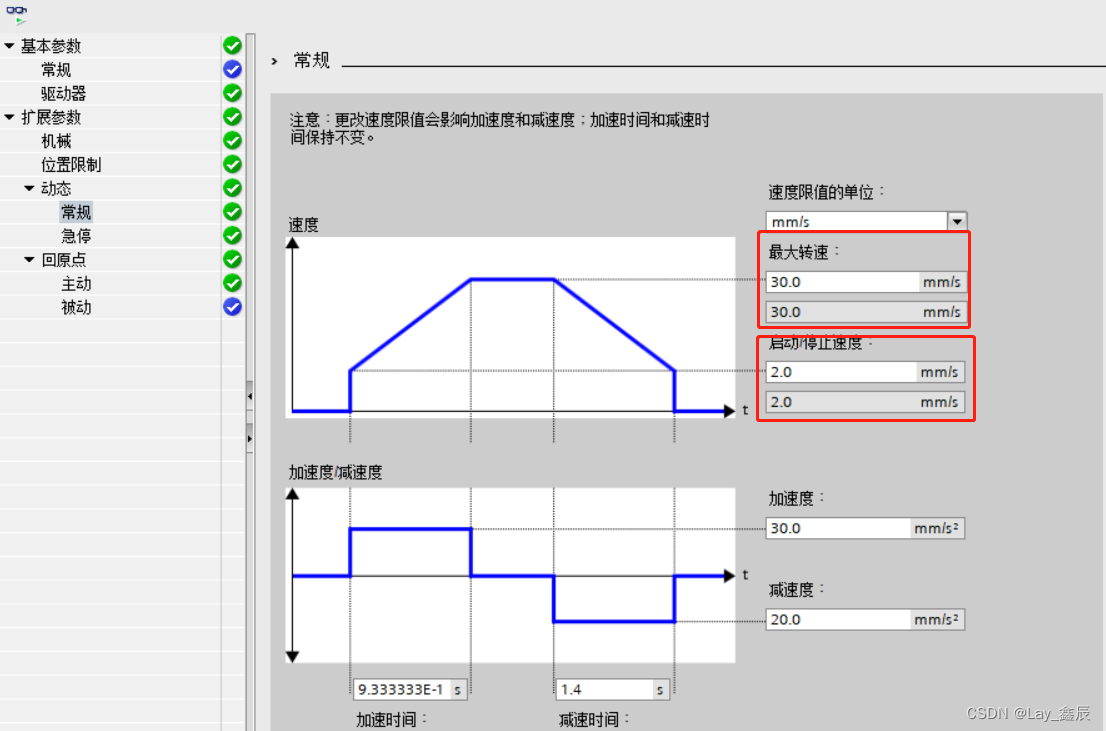
加速度的计算方法为:(最大转速-启动/停止速度)/加速时间
减速度的计算方法为:(最大转速-启动/停止速度)/减速时间
2、设置运行速度之后可以计算加减速时间
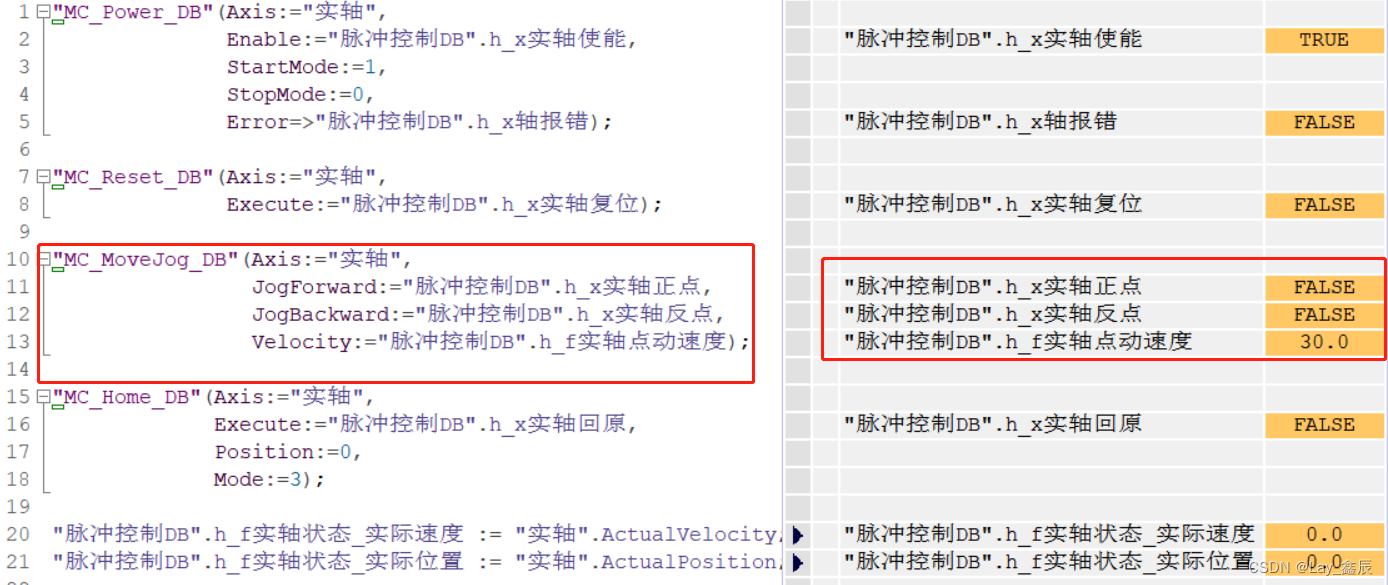
右键电机“实轴”,打开DB编辑器,修改“动态设置的组态参数”中的加速度和减速度分别为30.0和20.0

在程序中给定点动速度为30
3、可以计算加减速时间
加速时间=(设定速度-启动速度)/加速度=(30.0-2.0)/30.0=0.933s
减速时间=(设定速度-停止速度)/减速度=(30.0-2.0)/20.0=1.400s
4、通过Traces进行波形监控
我们监控正向点动触发信号以及轴的实际速度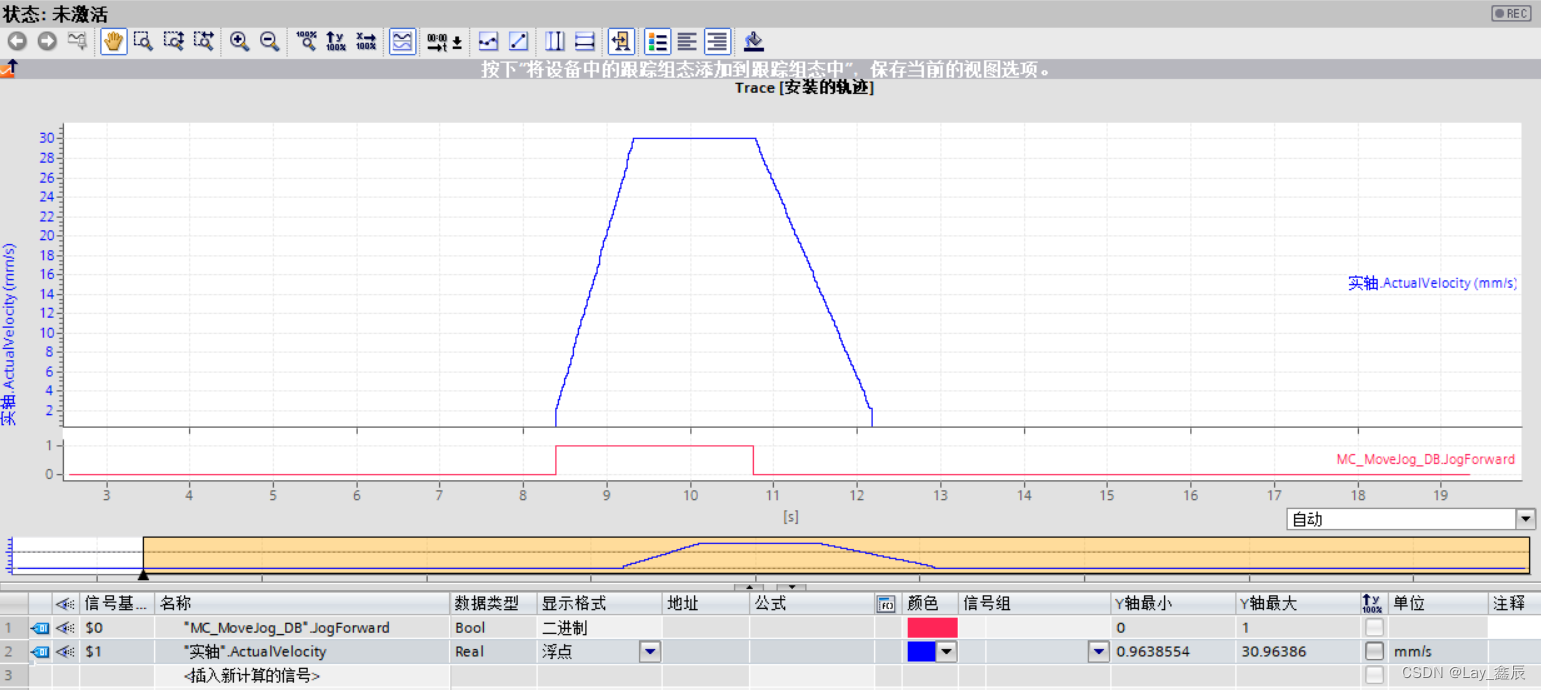
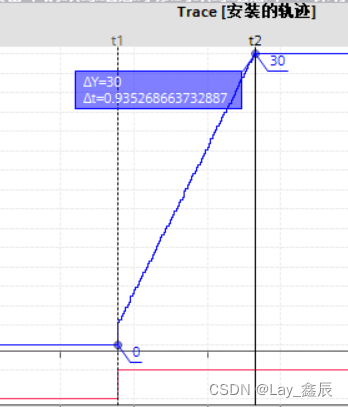
观察加速时间可以看到为0.935s
观察减速时间可以看到为1.404s
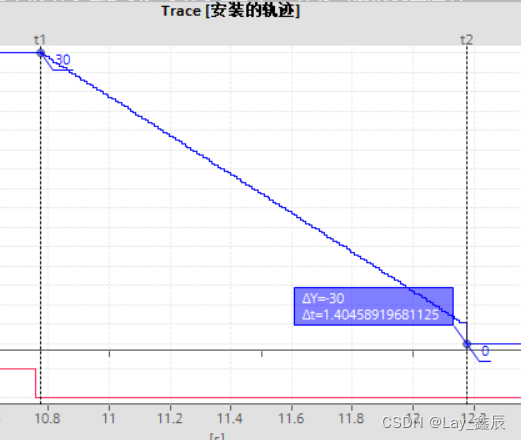
与我们算出来的结果保持一致,这便是西门子PLC加减速时间的算法。
可以设置加减速度去计算时间,也可以设置时间去计算加减速度!!