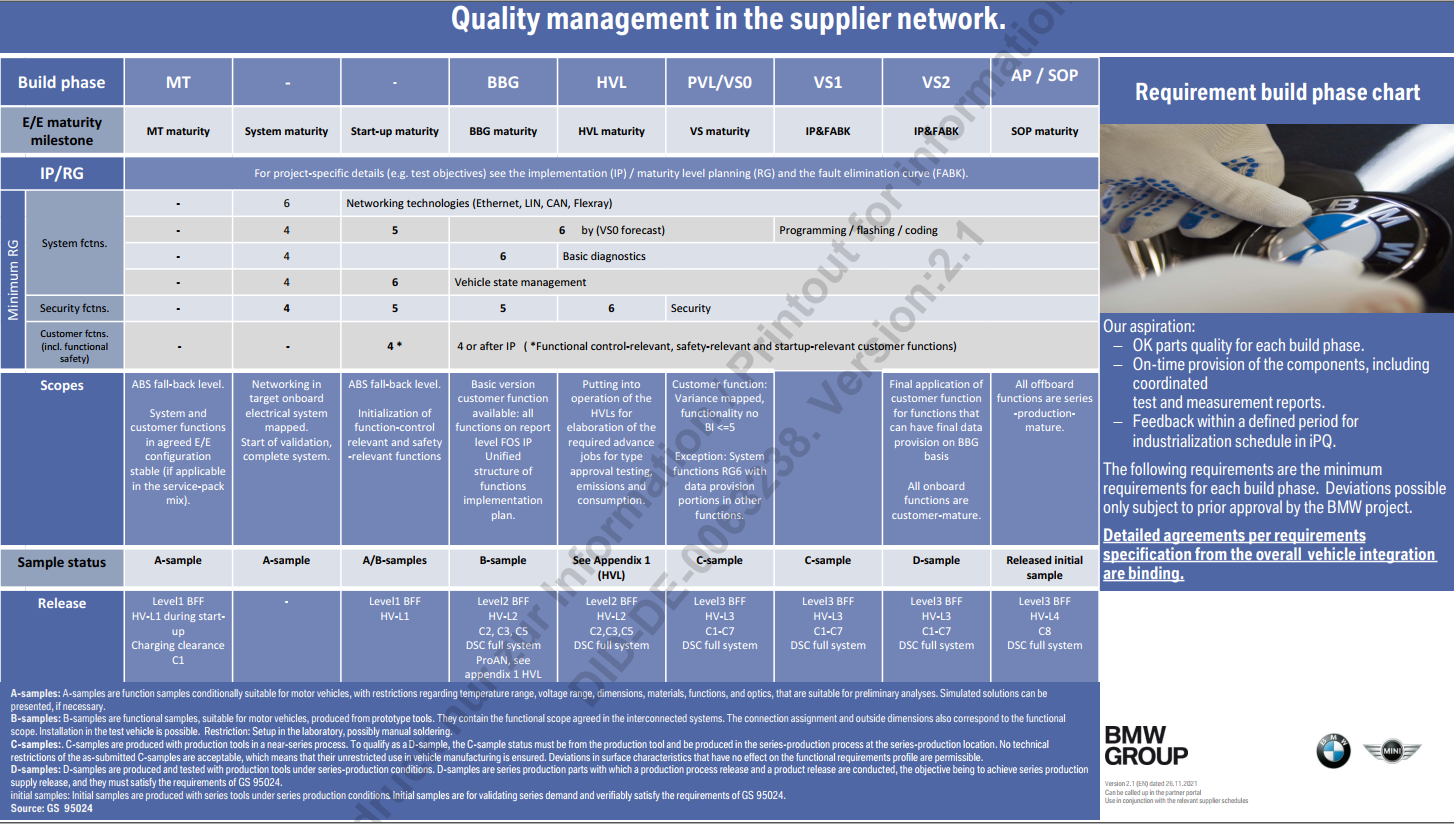
ABC flyer/ BMWQMT build phase requirement
宝马的项目流程标准叫做ABC flyer,也叫QMT build phase requirement.为什么叫这么名字,是因为宝马项目的产品零件分为几个阶段:A-samples, B-samples,C-samples, initial-samples.
1、PVL/ VS0:
100% ok parts in terms ofSC/CC, FMK, Gap plan.
100%合格产品,满足特殊特性,重要特性,FMK公差尺寸要求,间隙面差要求。
Tooling:(模具工装)
- All series tools100% ready at tool maker with all functions
所有量产模具和工装要做好,满足所有功能
- Trial out at tool shop T0 – first function test of the tool with parts
模具T0试模满足所有功能要求
- Quality loops (1 – 2) implementation for all tools
质量提升1-2轮对于所有模具
- Trial out at tool shop T1- first part production run with BMW
首次模具T1运行生产邀请BMW
- Further optimization of tooling as necessary
模具进一步优化
- Parts can be produced attool maker for VS0(1)
VS0的零件可以在tool maker进行生产
Production equipments:(生产设备)
- fixtures and assembly supports at series location
工装设备在量产产地
- Series production equipment can be at supplier (prepare Cmk studies)
准备设备的CMK数据研究
- VS(0) parts can be made at equipment supplier
VS0的产品可以在设备厂家生产
(Except some special part families e. g. safety relevant parts)
安全件除外
Checking fixtures/Gauges:(检具)
-100 % ready at tool maker or series location
100%状态的检具在tool maker或者
- CMM machine available at series location
三坐标在量产地投入使用
- 100% measurement of all VS(0) parts according to BMW Messplan
VS0产品要100%满足BMW测量要求
- 100% Significant characteristics/Critical Characteristics measured andconfirmed
100%控制特殊特性和重要特殊
Packaging:(包装)
-Temporary packaging defined and agreed by BMW QMT
临时包装方案经过QMT的批准
- Label requirement according to BBA
标签要求满足要求
Additional preventiveQ-planning activities:(额外的质量规划)
-Validation plan agreement
产品PV验证计划
- PFMEA for all production steps
所有工艺步骤的PFMEA
- Definition of production layout at series location with line balancing
生产工艺布局和线平衡
- Control plan according to component specific key characteristics (SC/CC)
控制计划要根据SC/CC来制定
- Forecast production planning and capacity investigation
生产规划和产能调查
- Supply chain concept and backup plan
供应链concept和应急计划
- Quality loops – as much as possible & as independent as possible
质量提升环
2、VS1:
Parts quality: (零件质量)
100% ok for dimensions (according to BMW messplan), appearance, functionand SC/CC or gap plan relevant characteristics.
100%满足尺寸,外观,功能SC/CC,间隙面差要求。
Tooling:(模具工装)
- All series tools100% ready at series location
所有模具量产工装,量产产地
(Except tools with graining)(皮纹模具除外)
- Machines for series production are defined
定义系列化生产设备
- Process parameter defined and controlled
过程参数定义可控
- Parts must be produced at series location for VS1
VS1零件一定在量产产地生产
Production equipment:(生产设备)
-Series production equipment at final location
量产设备在最终产地
- Assembly line setup 100% done
装配线100%做好
- Poka Yoke 100% working
防错100%工作
- VS1 must are produced at series location
VS1零件一定在量产产地生产
Checking fixtures/gauges andCMM:(检具和三坐标)
-100 % ready at series location
100%在量产产地做好
- SPC definition and labor capacity ready
定义SPC和劳动力产能
Packaging & logistic:(物流包装方案)
-Use temporary packaging as before
临时包装方案
- Series packaging defined and prototype bin confirmed
量产包装方案确认,箱子确认
- IT connection with BBA/BMW installed and working
与BBA确认EDI的IT连接,用于后续接订单
- JIS/JIT Forecast available
拿到BBA的call offs订单预测
Additional preventiveQ-planning activities:(额外的质量规划)
-Parts flow optimization
工艺流程优化
- Visual management/KPI tracking at Shop floor
建立车间的KPI
- Quality training for all operators according to BMW group
对于所有操作工的质量培训
Standards and specifications
- Problem solving process/reaction time
问题解决和反应时间
3、VS2:
Premise:(前提)
- VS2 parts have to be produced from official BMW processSeries (PZS)!
- Target is to reach PZS green right first time!!!
VS2零件一定要产于PZS审核
目标是一次性到达PZS审核绿色状态
Parts quality: (零件质量)
100% ok for dimensions (according to BMW messplan), appearance,
function and SC/CC or gap plan relevant characteristics.
100%满足尺寸,测量,外观,功能,SC/CC,面差缝隙要求。
Process Series (PZS):(PZS过程审核)
- All tools and equipment are ready
所有的工装模具做好
- All processes from incoming until shipment are linked
所有的过程从来料检验到发货链接在一起
- Quantity: one shift production!
数量:一个班次生产
- Adjustment of the production plan accordingly
可以适当调整生产计划
- Dummy call off for JIS/JIT is needed when the real call off is notenough
如果正式的call offs订单不足,通过创建Dummy order来做PZS审核
- Targets have to be reached (right first time, scrap rate, rework rate,internal PPM, tact time etc)
目标满足(一次性通过率,报废率,返工率,内部PPM,节拍等)
- Quality standard/mindset/knowledge for all operators at all processsteps 100% given
质量标准,意识,知识要灌输到100%工艺步骤中去
- All produced parts should be checked 100% in terms of dimensions,functions and
appearance Ppk ≥ 1.67
所有生产的零件要百检,满足尺寸,功能,外观,PPK大于1.67
- Series packaging available for PZS parts
量产包装对于PZS的零件
- Traceability established and documented
追溯系统建立起来并且文件存档
- Safety stock management
建立安全库存
3、AP/SOP:
Further steps:
Process series Follow up:
PZS后续问题的跟踪
- Status follow up with actions and timing
后续问题的跟踪和时间节点
- Define next process checks if needed
如果必要定义后续的过程审核
- All required documentations and reports have to be provided to BMW QMTand relevant persons
所有需求的文件要提交给BMW QMT
- Preparation of ISIR yellow status in the RMT/IPQ system
ISIR yellow状态的文件要提交到BMW IPQ系统
- Release ISIR status yellow by QMT (part payment of the tools!)
QMT放行yellow状态的ISIR(部分付款模具)
- Further training of operators and quality persons
进一步培训操作者和质量人员
SOP+ 3months ramp up:
Ramp up and stabilization:(爬坡和稳定化过程)
- Documentation of SPC data for all component special characteristics
数据记录SPC对于SC特性
- Long term process capability has to be reached to Cpk ≥ 1.33
CPK大于1.33
- By deviations additional quality gates with clear deion must beinstalled.
如果有偏差需要建立额外的质量门
Second/Third shiftimplementation:(实施第二和第三班次)
- Hiring qualified operators in suitable time window
出示招聘计划
- Set up training program and follow up
培训计划
- Process checks with 2. or 3. Shift
过程审核第二和第三个班次
- Final BMW process series PZS for new shifts
新的班次的PZS审核
4、ISIR1 (Production release):
- Providing the Cpk data to BMW QMT
提供CPK数据给QMT
- Release ISIR green status by QMT (rest payment of the tools!)
QMT放行ISIR绿色状态(模具剩余部分的付款)
Series activities:(系列化生产活动)
- Phase out of project teams
项目组退出
- 8D report, PPM monitoring, internal PPM monitoring
8D报告,PPM监控,内部PPM监控
- Additional quality gates for ramp up: GP12, BMW specific q-Gates etc…
爬坡的额外质量门:GP12,特殊质量门等
- Sub supplier monitoring with escalation activities