文章目录
- 1.运动控制的两种方式
- 1.1.SM3_CNC
- 1.2.SM3_Robotics
- 2.两种运动控制方式的速度、加速度等参数的控制
- 2.1.SM3_CNC
- 2.2.SM3_Robotics
- 3.CNC的M指令的使用(实现)逻辑。
- 4.SM3_Robotics中的坐标系
- 5.SM3_Robotics如何实现插补并连续执行?
记录一下学习CodeSys遇到的一些知识点
1.运动控制的两种方式
在codesys中,与运动控制有关的,主要有两个库:SM3_CNC、SM3_Robotics
假设我们对轴已经配置(组态)完毕,那么SM3_CNC、SM3_Robotics对轴的操作逻辑上会有所不同。
简单来说,SM3_CNC是逐个轴控制、SM3_Robotics是整个轴组一起控制。
1.1.SM3_CNC
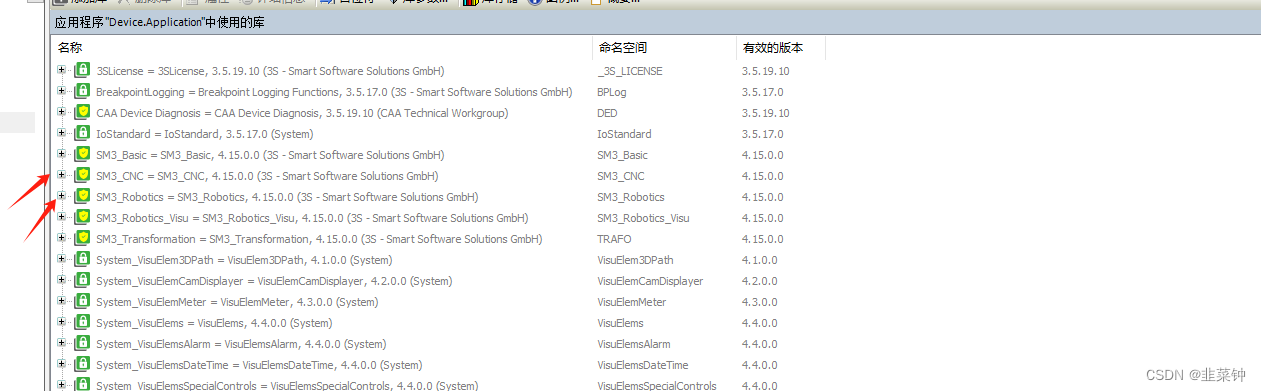
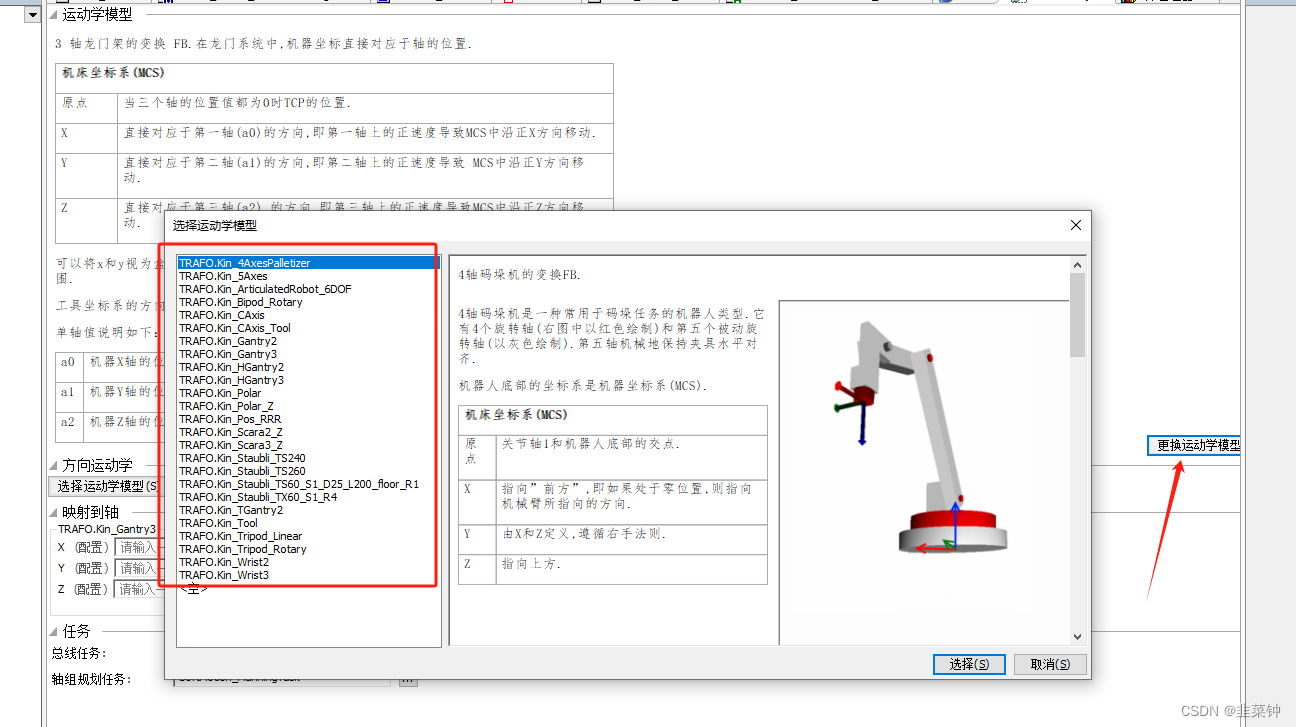
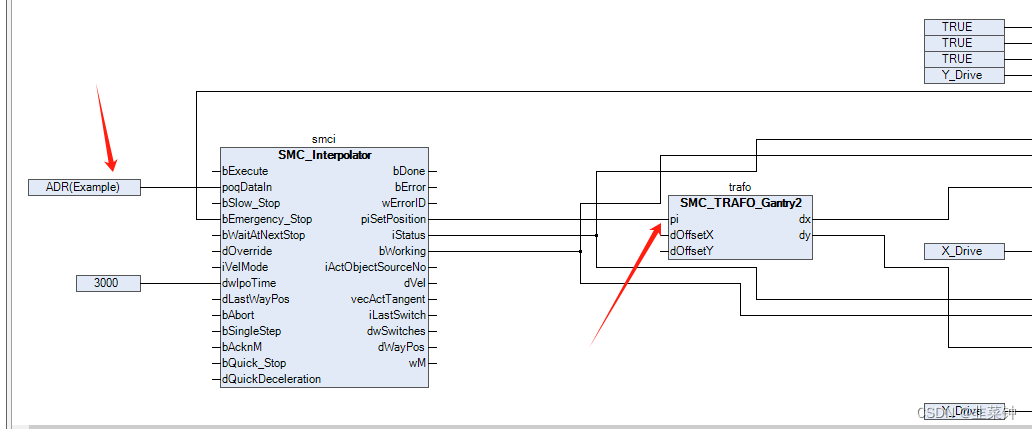
SM3_CNC需要单独对每一个轴进行Power、move等操作。同时,还需要引入一个运动学模型,比如:SMC_TRAFO_Gantry2。
运动学模型分为前向动力学模型、方向动力学模型。其中前向动力学是指输入各个电机的当前位置然后输出末端位姿的数学模型。反之,反向动力学是指输入末端的位姿,求解各个电机的位置的数学模型。
在codesys中,正向动力学模型一般命名为:SMC_TRAFOF_XXX,而反向动力学一般命名为:SMC_TRAFO_XXX。正向动力学求解肯定有且仅有唯一解;但是反向动力学求解,大多数情况下都存在多组解。
1.2.SM3_Robotics
对于SM3_Robotics则一般需要把各个轴绑定成一个轴组(AxisGroup),然后调用函数对轴组进行统一操作,比如:SMC_GroupPower、MC_GroupEnable等等。
SM3_Robotics在进行运动控制时,也是需要进行反向动力学(可能也需要正向动力学)的配置,并且也是使用前面提到的SMC_TRAFOF_XXX,但是这个配置不用我们再单独使用SMC_TRAFOF/SMC_TRAFO之类的功能块,而是在轴组的配置界面中配置即可。也就是,当我们设置好轴组后,轴组已经把自己封装、抽象成了一个运动控制对象,后续我们需要操作就直接对这个对象进行操作即可,而不用单独对其每一条轴进行操作。
从他们的函数使用关系来看,SM3_Robotics可能是在SM3_CNC的基础上拓展而来?
2.两种运动控制方式的速度、加速度等参数的控制
2.1.SM3_CNC
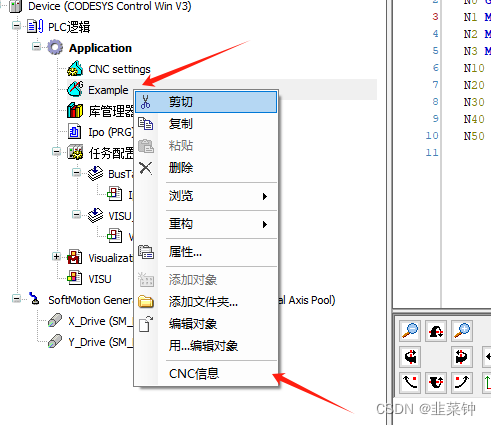
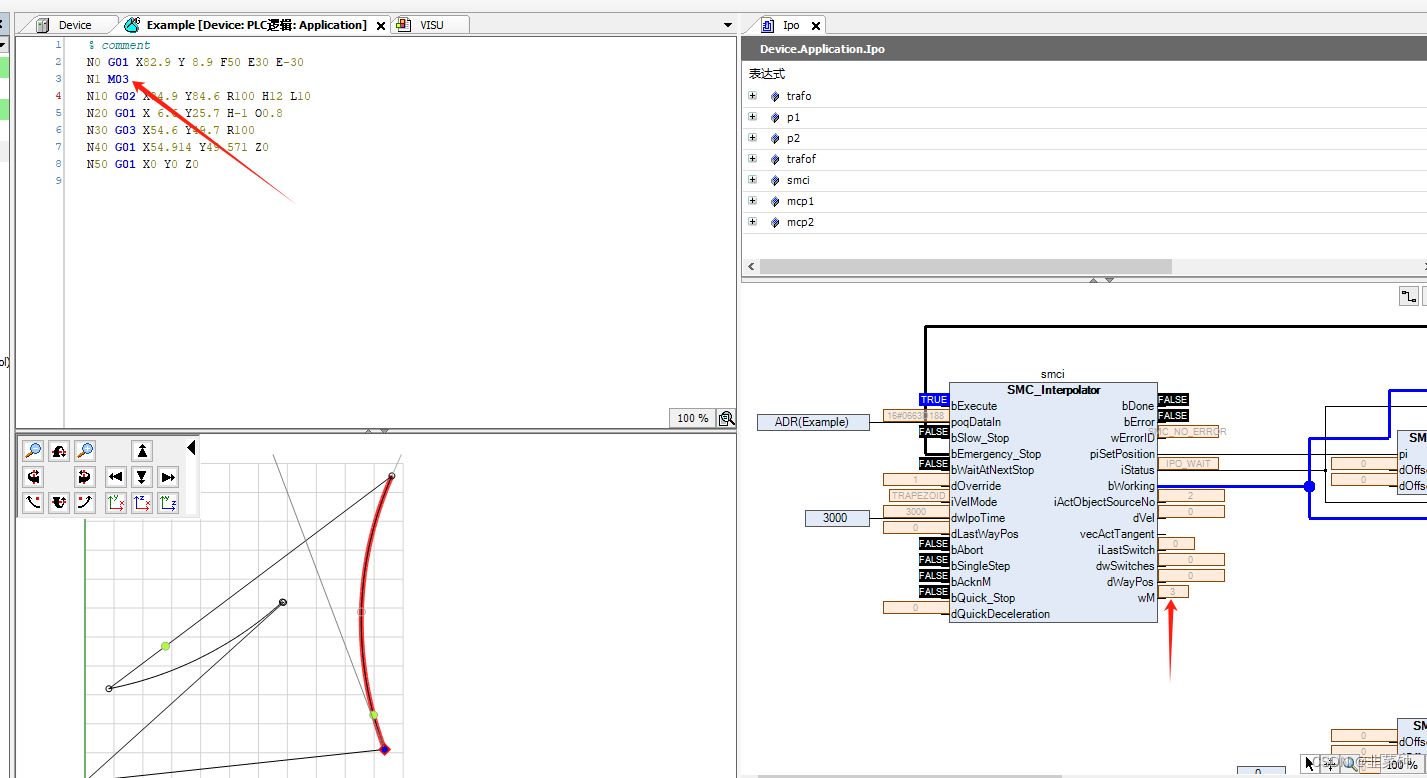
在CNC中,通过解析G代码,取得各个插值点以及其具体的速度、加速度等值,存放在一个SMC_OUTQUEUE中。解析得到的代码可以这样查看到:在你的CNC对象上右键、选择CNC信息。
然后在弹出的窗口中点击【显示生成的代码】。从下面可以看到,的确是实例化了一个SMC_OUTQUEUE类型的变量。
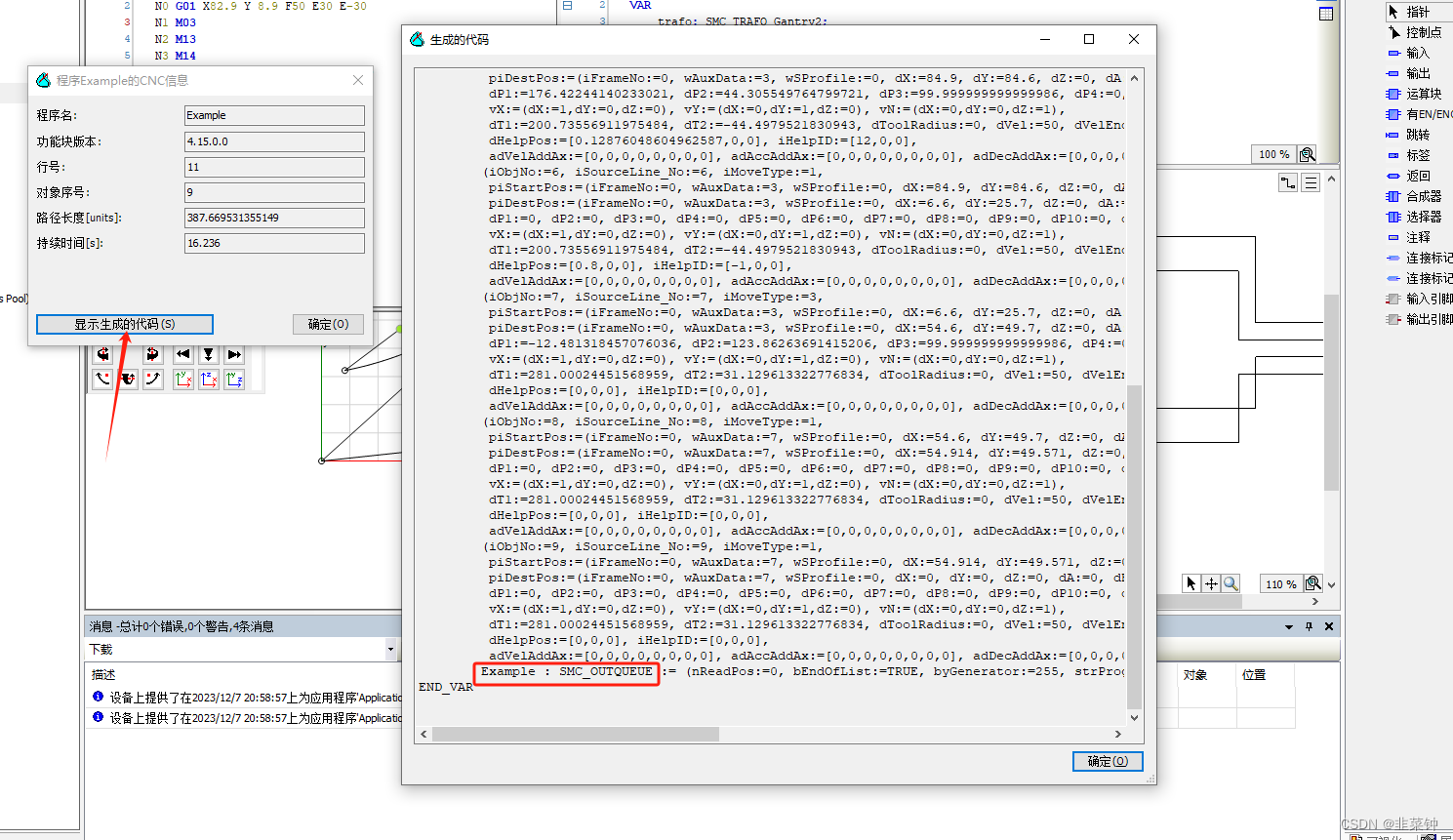
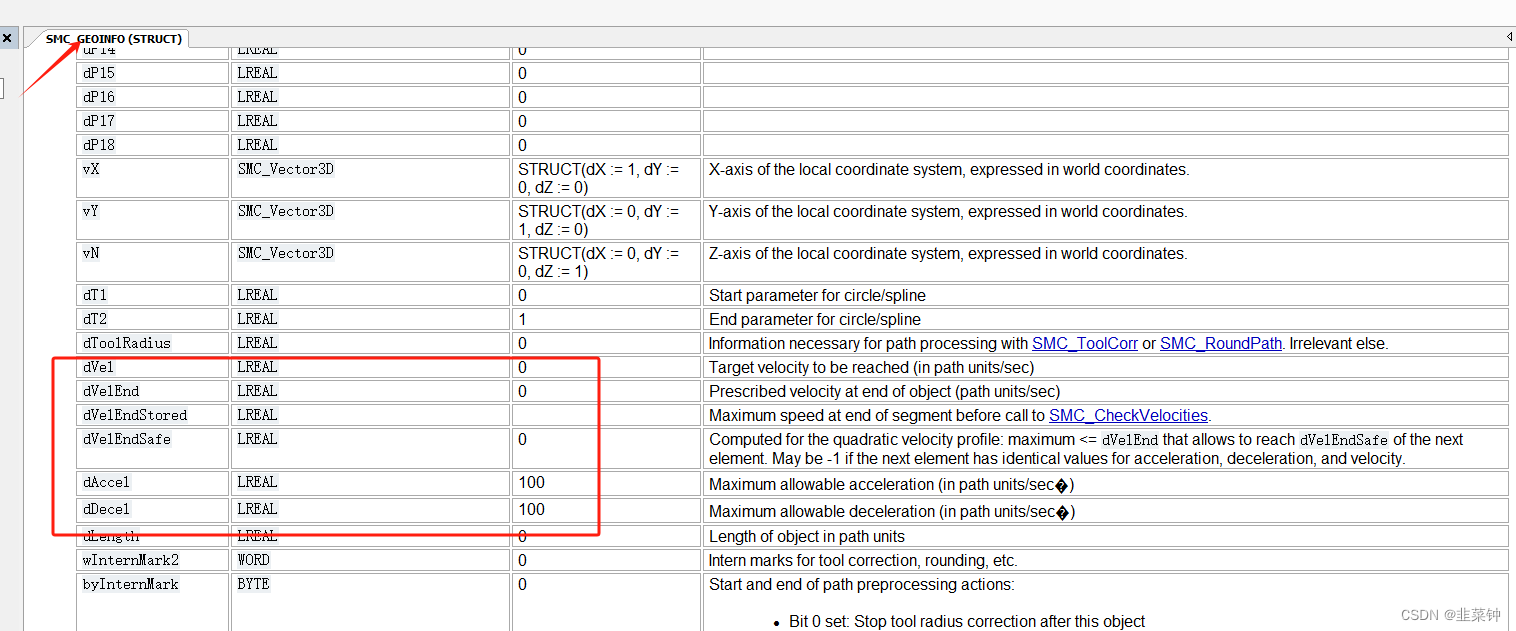
通过把这个queue传递给插补器,让插补器根据queue里面的离散点位进行更多点位的插补。通过查看SMC_OUTQUEUE的元素类型,可以知道其包含了速度、位置等信息。
插补器功能块(SMC_Interpolator)通过插补后,输出的piSetPosition包含当前需要执行的位置的相关参数。
2.2.SM3_Robotics
在SM3_Robotics中,基本是手动设置目标位置的参数。但是不同的移动函数关于速度、加速度的使用是不同的。

假如使用的是MC_MoveCircular、MC_MoveLinear、SMC_GroupJog2,那么是可以设置速度、加速度等参数的。
但是假如使用的是MC_MoveDirectAbsolute,是无法直接设置具体数值,只能设置比例系数xxxFactor。
具体情况请参考帮助手册。

3.CNC的M指令的使用(实现)逻辑。
参考:【CODESYS运动控制之如何使用M功能.docx】
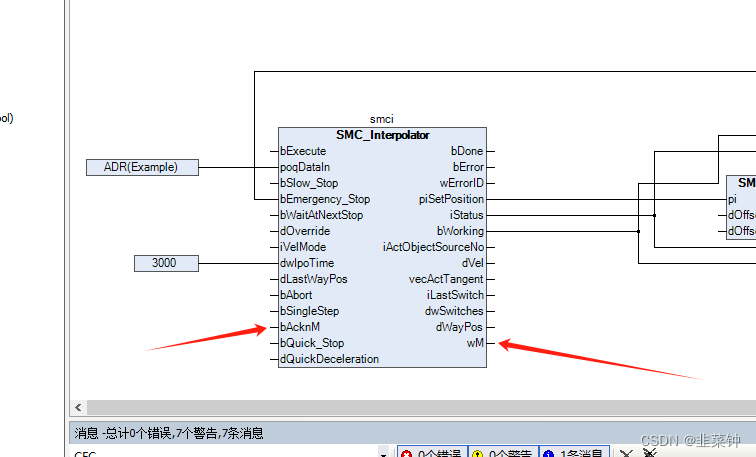
办法是监听SMC_Interpolator的wM输出(可能还需要配合iStatus),在检测到wM输出有效值时,利用wM值进行相应的操作,操作完后设置一下bAcknM,告知SMC_Interpolator,让其继续执行后面的代码。
也就是说,此时SMC_Interpolator只是当了个传话筒的作用,具体的功能还是得自己根据SMC_Interpolator给过来的wM值来实现具体的功能。
4.SM3_Robotics中的坐标系
在机械手控制中,有若干个坐标系类型:
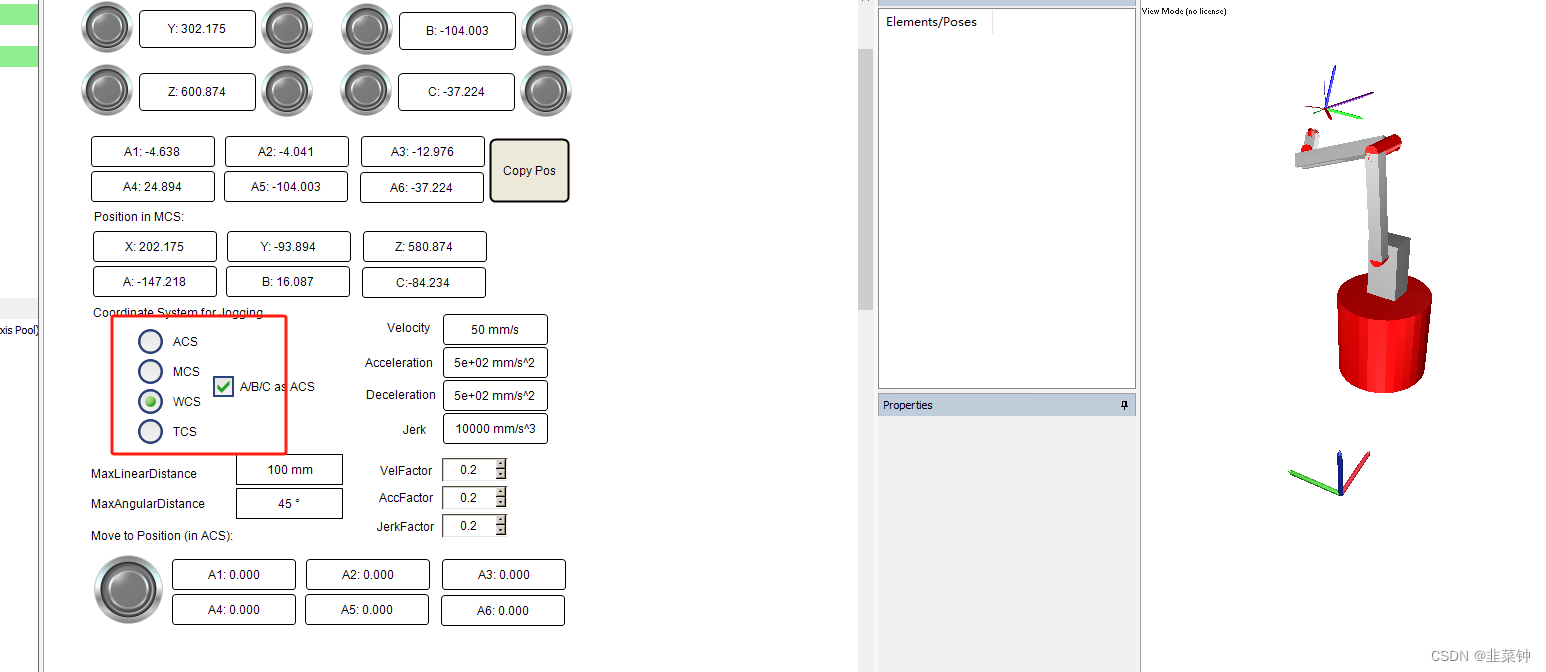
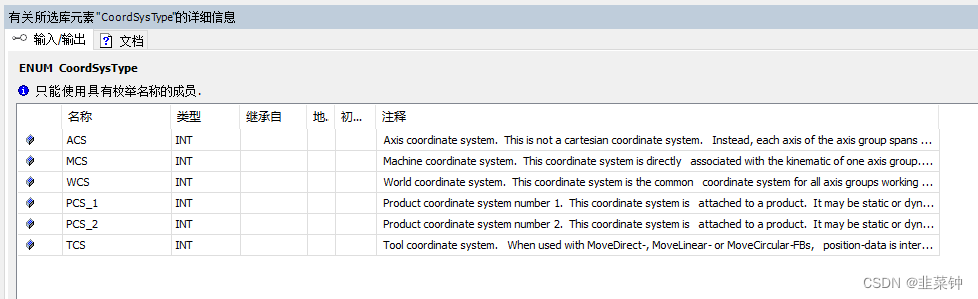
ACS: axis coordinate system
轴坐标系,当使用此坐标系时,每个参数都表示对应的轴的当前角度/位置
MCS:The machine coordinate system (MCS) is defined by the applied kinematics which determine its position and orientation.
机器坐标系。参数一般是:x, y, z, pitch, roll, yaw。机器坐标一般是以机械臂的底座为原点。
WCS: world coordinate system
世界坐标系。一般来说,机器坐标系和机器坐标系是平移关系。
引入世界坐标系的目的,可能是为了多个机器/机械手/传感器等设备的配合。
TCS:tool coordinate system
工具坐标系,也就是机械臂末端的坐标系。在进行一些特殊移动时,比较方便。
5.SM3_Robotics如何实现插补并连续执行?
不知道在机械手控制中能否使用插补?假如可以的话,那我就可以把ROS规划的路径trajectory发送给PLC执行了。
从理论上应该是可以的,但是有个问题。插补器插补出来的数据,虽然比原来的更加稠密,但本质上还是位置点,CNC那边是怎么解决点与点之间的连接、过渡的?总不能走一个点停一下,然后再走另外一个点吧?
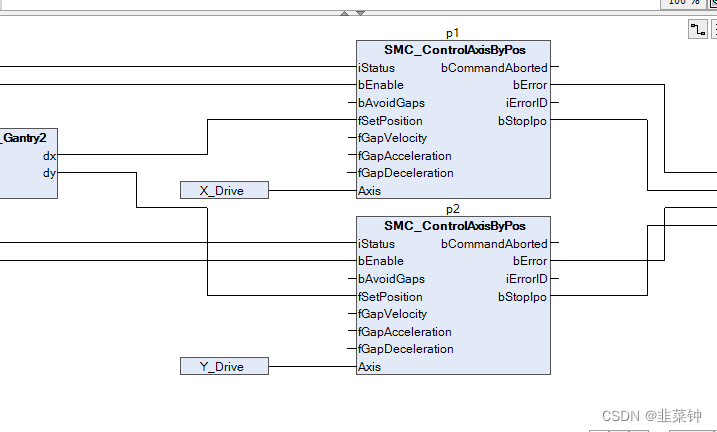
从例程看,CNC使用的是SMC_ControlAxisByPos。这个功能块看起来是起到动态控制位置的,也就是说它一直都在动态地检测传递过来的位置信息,一旦与当前的位置不符,就执行移动。这样,哪怕不断地传递新的点位过来,也可以保证运动是连续的。
但是对于轴组,假如我调用MC_MoveLinearAbsolute 来执行,那肯定不可以吧。因为这个函数走到了目标位置就会停下来。
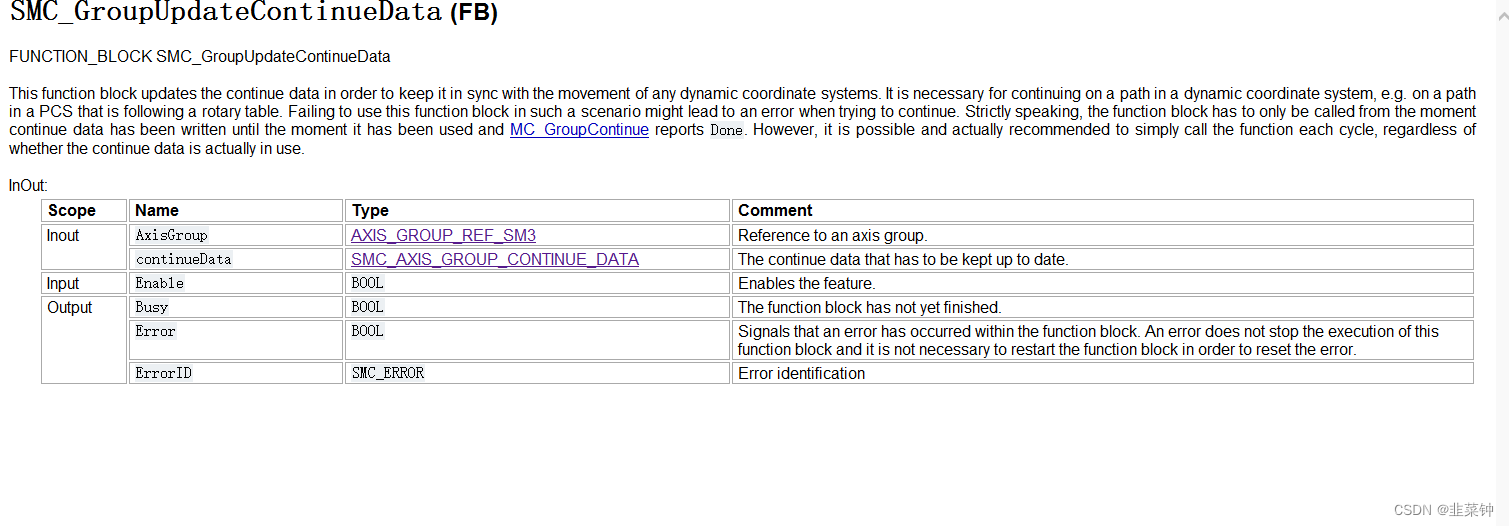
难道是使用SMC_GroupUpdateContinueData 这个功能块?研究一下先。