一、前言
今天是2023年1月1日,新年阳历的第一天,在整理CSDN和写年度计划,对2022的总结,就像写一篇博客来分享一下我2022年积累的最多的一项经验,就是使用3D打印机,在2022年我先后入手了3台3d打印机,中间由于各种原因和问题,以及后来搬家,最终我搬到新家的只有一台voron2.4,剩下一个光固化打印机放在了旧房子中,也是经常不使用,就不搬到新家占地方了,fmd打印机从搬家前到搬家后9月份一直到年底也是一直在用,中间也攒了很多图片,和参数配置技巧,本文就分享一下各个配置项一些关键参数配置。
二、环境
voron2.4
cura4.13.1
三、正文
打印机外网和内网配置我就不过多说明了,使用kilpper软件和cura以及免费的花生壳,支持远程更新文件和查看进度。
这里说一下网络使用需要注意的:
远程和家里配置打印机上传文件方式,外网或者内网。点击设置→打印机→选择打印机→connect Oct,之后就是添加内网的映射ip和外网花生壳对应域名了

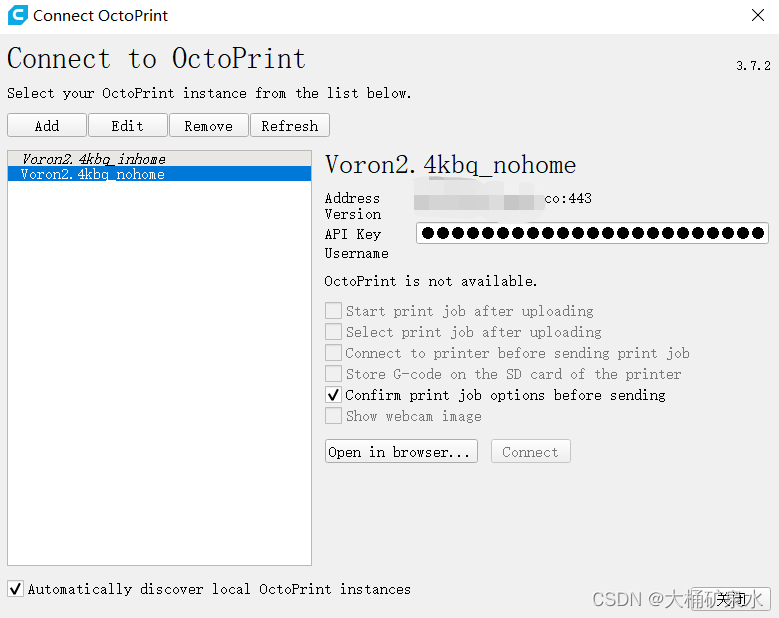
这里注意在家里用尽量切换到内网,否则在cura里设置到文件后上传到机器里走外网的话花费流量,花生壳每个月免费1g,超过了就要花钱了,这里在机器上电后点击不同模式,看哪一种是已经connect的,还是没connect的需要connect。
网络配置好之后,我还遇到一个内网问题,就是机器每次开机后,内网分配ip不同,这个后来baidu查方法也是解决了,通过路由器里的软件,设置IP绑定


绑定一下MAC地址,这样无论间隔多久刷新,内网机器的IP都不会被占用重新申请别的IP了,因为DHCP是定时重新设置的,有地址租期

接下来就说一下参数配置:
0.首先把配置文件设置全部查看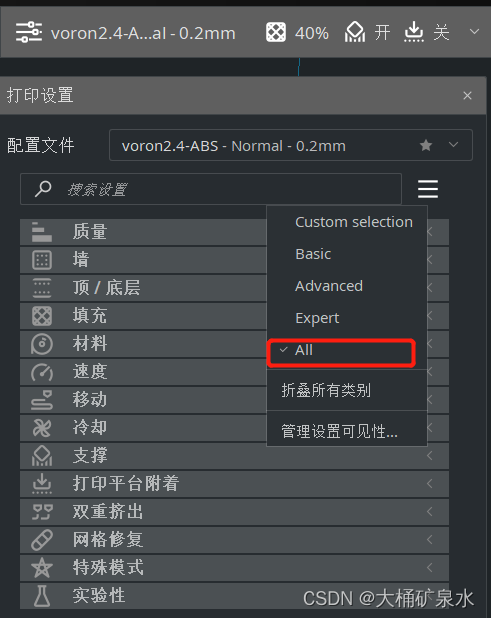
1.质量配置

这里我常用0.2层高打印,精细一些就是0.12,这里网上都说要用0.04的倍数修改层高
其他参数不用更改,默认即可。
2.墙配置

这里通常在打印不同件时也没有什么要特殊注意修改的,都是默认即可。
3. 顶/底层配置
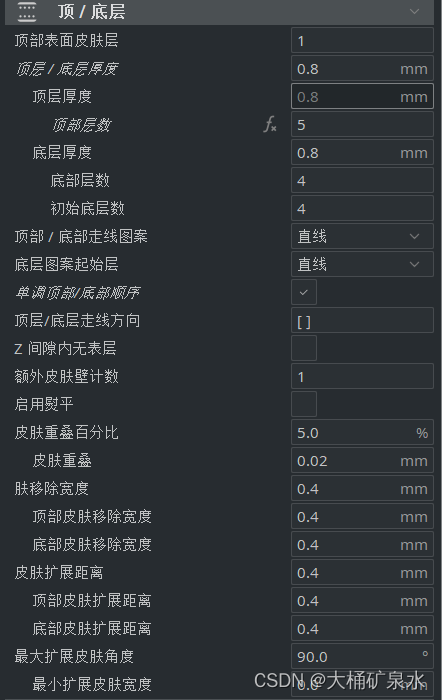
这里通常在打印不同件时也没有什么要特殊注意修改的,都是默认即可。
4.填充配置
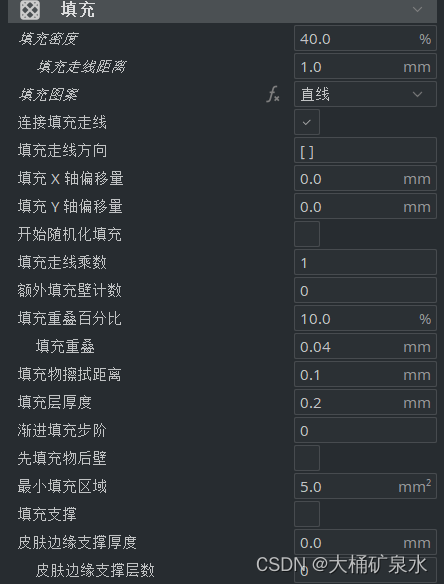
这里可以根据打印件情况修改填充密度
5.材料配置

这里根据材料配置不同的温度,我是用的是ABS, 一般耗材对ABS要求都是240-280温度,打印平台100℃,当然有的厂家ABS耗材热床温度100度会堆料,有的要设置60度左右,如易生的ABS
6.速度配置
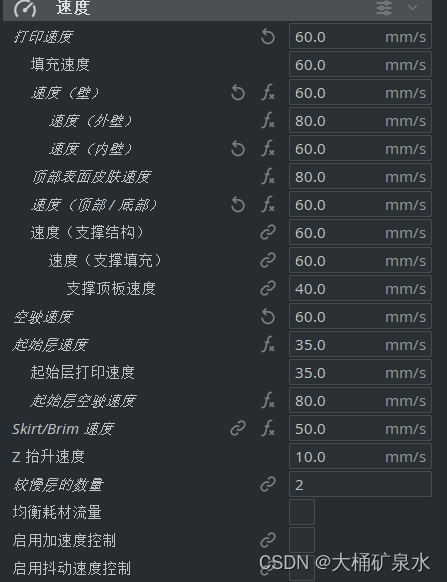
速度配置我以前都是用120,后来发现速度太快会影响设备性能,而且时间并不会提升多少,打印的件不是特别大或者规则的情况下(横平竖直),速度太快也没有什么时间提升,反而会降低打印质量效果,这里就设置60,也是适用于大部分打印机。
7. 移动配置

这里就是回抽根据机器不同可能要调整一下,其他的参数默认即可。
8. 冷却配置
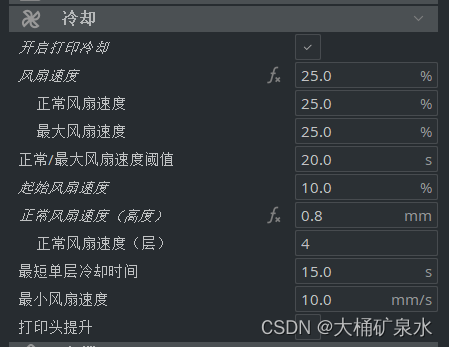
这里风扇速度是需要关注一下的,如果打印的是PLA耗材,这里必须100%慢速度吹料,让耗材降温,如果是ABS一般15%即可,如果打印的零件密度比较大,厚度比较薄,有悬垂无支撑,可以适当增加风扇速度,我有的零件悬垂角度比较大打印ABS会开到100%
9.支撑配置
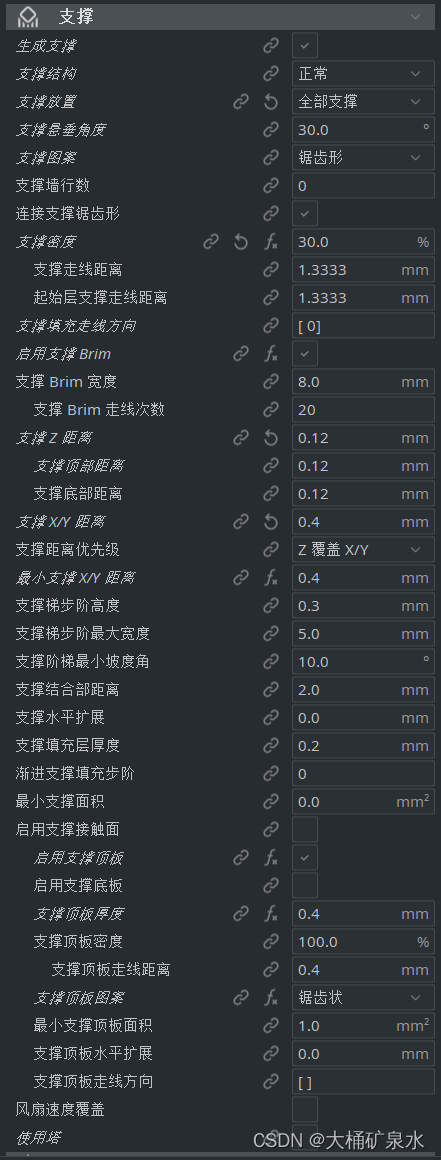
这里需要注意的比较多,如果是无需支撑的零件直接不选择生成支撑即可,如果需要支撑,要注意支撑放置是全部支撑还是平台支撑,有些料支撑内部密封,打印完无法拆除。
注意1:支撑放置,会影响支撑部位
注意2: 支撑悬垂角度,会影响支撑部分面积
注意3:支撑图案,要设置为锯齿形,并且下面勾选连接支撑锯齿形,这样的支撑是最容易拆除的,也是比较稳妥的。
注意4:支撑密度,根据情况设置,悬垂面积太大,平行结构,要设置相对高一些,否则顶层墙无法保证平整。
注意5:支撑z距离,0.12即可,比较好拆除
注意6:支撑x/y距离,0.4,比较好拆除
其他参数参照我设置即可
10.打印平台附着配置

这里根据实际的打印平台选择skrit还是brim
使用skrit的好处就是不用切割附着的边,打印零件首层边比较工整,而且打印零件不容易翘边,缺点就是需要固体胶或者喷塑胶。我是用的是得力的7093PVP固体胶,这个无甲醛,还有喷的胶是LAC。
使用brim的好处就是对平台要求比较一般,不用打胶什么的,缺点就是还是会翘边,而且要清理打印零件第一层的附着边,之后零件看着非常难看
后面的参数都不用配置了,就用系统配置即可。
放上一些我的打印零件照片: