客户的需求
检测内容
硬盘容器上盖字符识别,以判断是否有混料。
检测要求
利用硬盘容器上盖表面字符,来判断是否有混料的情况发生,先识别全部字符。
视觉可行性分析
对贵司的样品进行了光学实验,并进行图像处理,原则上可以使用机器视觉进行测试测量。
结果
对样品进行分析,可以在相同的光照与位置下测量出不同位置的字符并识别出来。
使用的LED光源、工业相机、工业镜头等硬件的具体信息,请参看下面的内容。
测试条件
产品测试时,只读取了一个相对较小的区域内的字符,并且没有明显的定位系统,因此需要运动机构有相对较精密的定位机构,以保证字符能正常的出现在ROI(兴趣区域)内,从而准确的读取字符。
使用硬件
LED光源:CSR-90-ICOb 3个……用于突出特征
光源控制器:CSR-24T2-SPV 3个……用于光源供电
工业相机:AVT Stingray F125B 3个……用于获取影像
相机电缆:5米1394B线 3条……用于传输影像
图像采集卡:1394B图像采集卡 3块……用于采集影像
工业镜头:SV-2514H 3个……用于光学成像
安装条件
检查方式如上图所示,硬盘容器从下方走过,如在生产线的传送带上,在产品表面上方约85mm处放置同轴光源CSR-90-ICOr,在产品表面上方约190mm处,放置相机镜头等图像采集部分。分析产品可以知道,其字符主要分布在三条相对平行的“直线”上,因此我们使用三个工业(三套图像采集处理系统),对每条线上的字符进行识别,这样做即方便产品光学成像,而且可以降低硬件成本。如果使用一个工位将所有字符识别完,对光源要求非常苛刻,使用的工业相机,也至少要500万像素以上的,而且最后的结果是还不一定能出理想的效果。
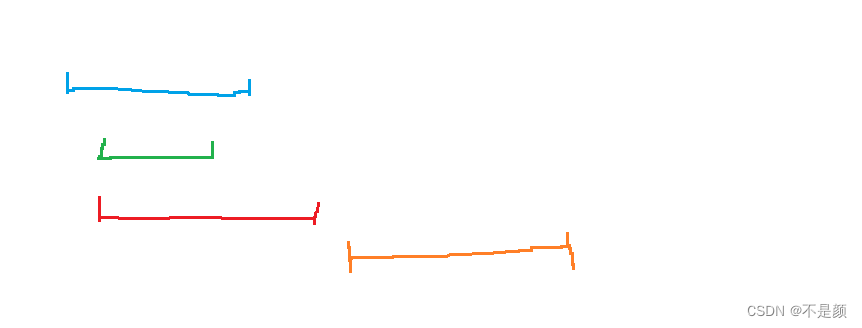
产品测试区域如下图所示:

工位一的相机负责TEST1~TEST5,工位二的相机负责TEST6~TEST9,工位三的相机则负责TEST10~TEST11。当然以上的测试区域是根据实验得到的数据,实际情况中可能需要将字符划分的更细,如将TEST11再分成两个测试部分。
光源工作距离:85mm,指光源到线圈最高端的距离
相机工作距离:190mm,指镜头表面到目标的距离
视场:40*30mm,指相机拍摄视场的大小(可见区域)
最优化方案
在这里,我们将告诉您,为什么选择这样的硬件,选择这些硬件的有什么好处。
LED光源 CSR-90-ICOb
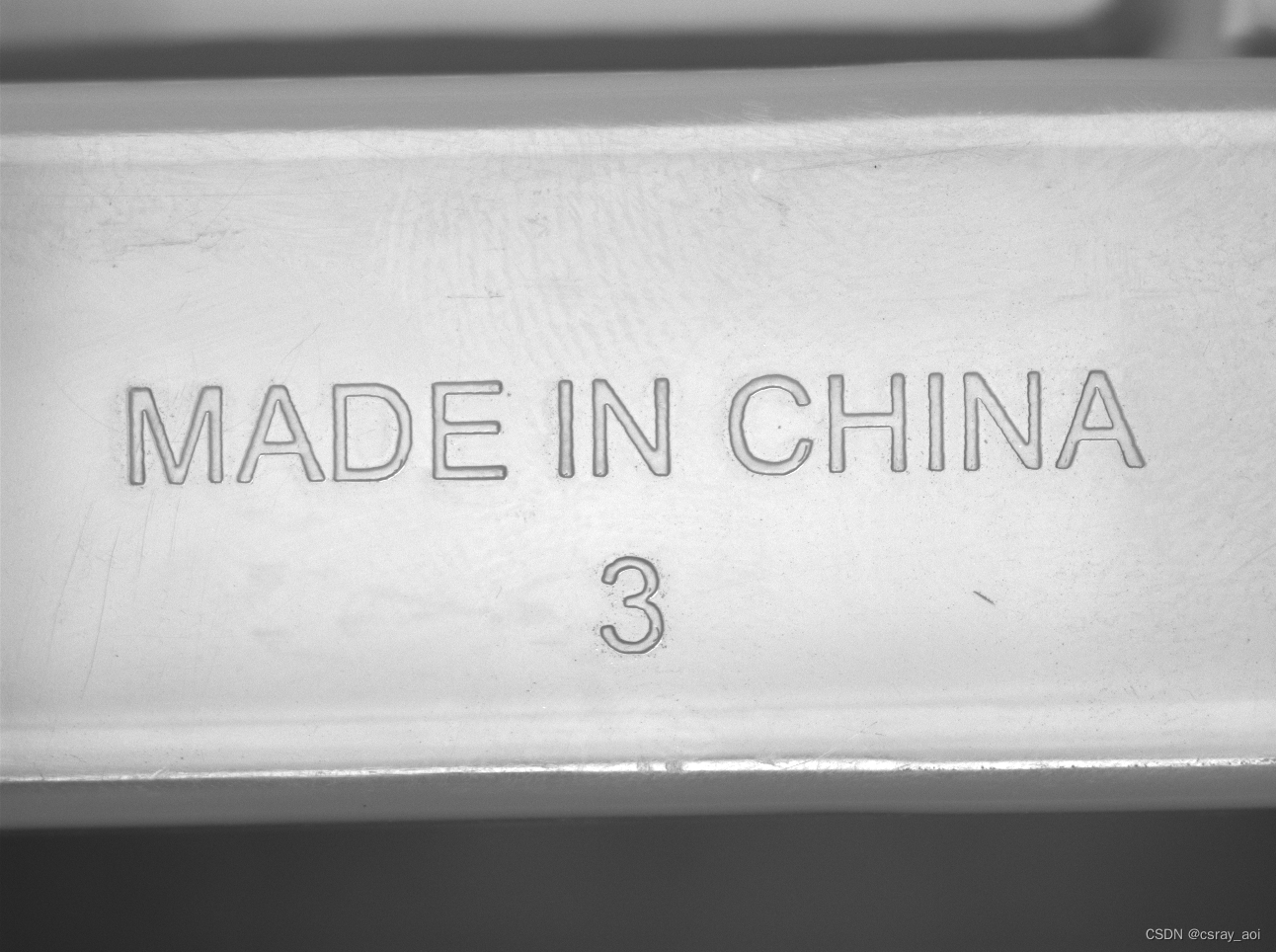
因硬盘容器上盖的表面是比较平整的面,使用CSR-90-ICOb光源,从上往下直射照射,字符的边缘将被表现为黑色,而其它地方则表现为白色,利用字符边缘,有利于字符的识别。如下图所示为实际成像图:
光源控制器 CSR-24T2-SPV
光源需要相应的供电设备,一般工业使用模拟控制器或数字控制器就足够了,在本方案中,首先使用的是同轴光源,因其使用分光镜,其亮度只有相同尺寸面光的1/4不到;其次,我们希望本系统能够有较高的处理速度,在检测过程中可以在某机构上连续运行的进行检测;第三,为了延长光源的使用寿命。因此我们推荐使用CSR-24T2-SPV频闪控制器。其可以在瞬间增亮光源亮度,可以给相机提供100微秒级别的曝光时间,以减少产线振动、物体运动等引起的误差,因为其只是在拍照的瞬间点亮光源,因此可以延长光源的使用寿命。
工业相机 AVT Stingray F125B
AVT Stingray F125B相机是一款德国进口125万像素的1394B工业CCD黑白,其分辨率是1292x964pix,我们的视野定为40x30mm,则我们的视觉精度可以达到40/1292=0.031mm/Pix或30/964=0.031mm/Pix,有这样的精度,以产品上的最小字符“-”来看,其尺寸约为1x0.5mm,按像素来算,则有1/0.031=32像素(32x16Pix),已经可以识别出字符。
工业镜头 VST SV-2514H
SV-2514H是日本VST公司生产的一款百万像素级低畸变工业镜头。其优秀的成像质量,小巧的体积,低廉的价格,是本方案的理想之选。当然本镜头,只是在我们实验室测试条件下使用的镜头,如果客户需要将工作距离缩小或变大,可以更换其它的合适的镜头进行处理。
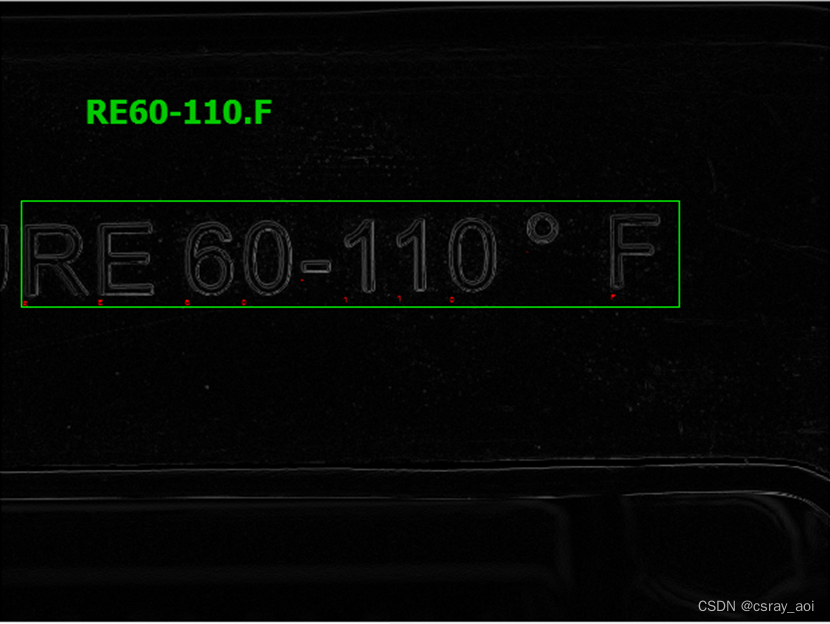
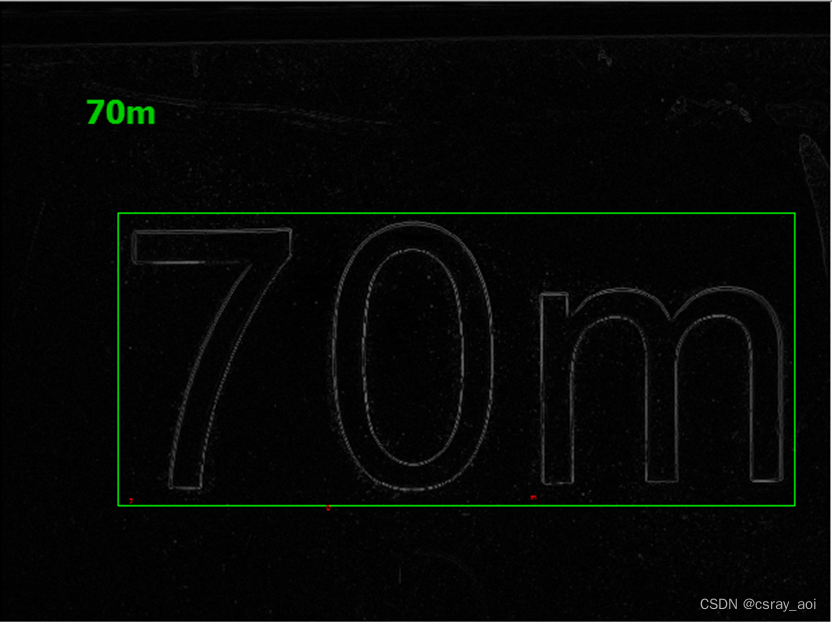
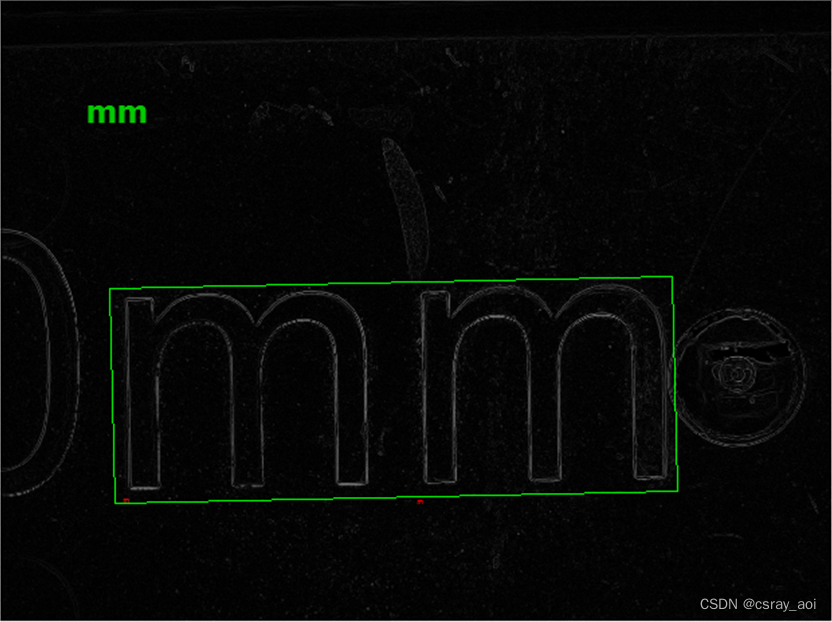
测试结果画面
产品的不同位置测试结果
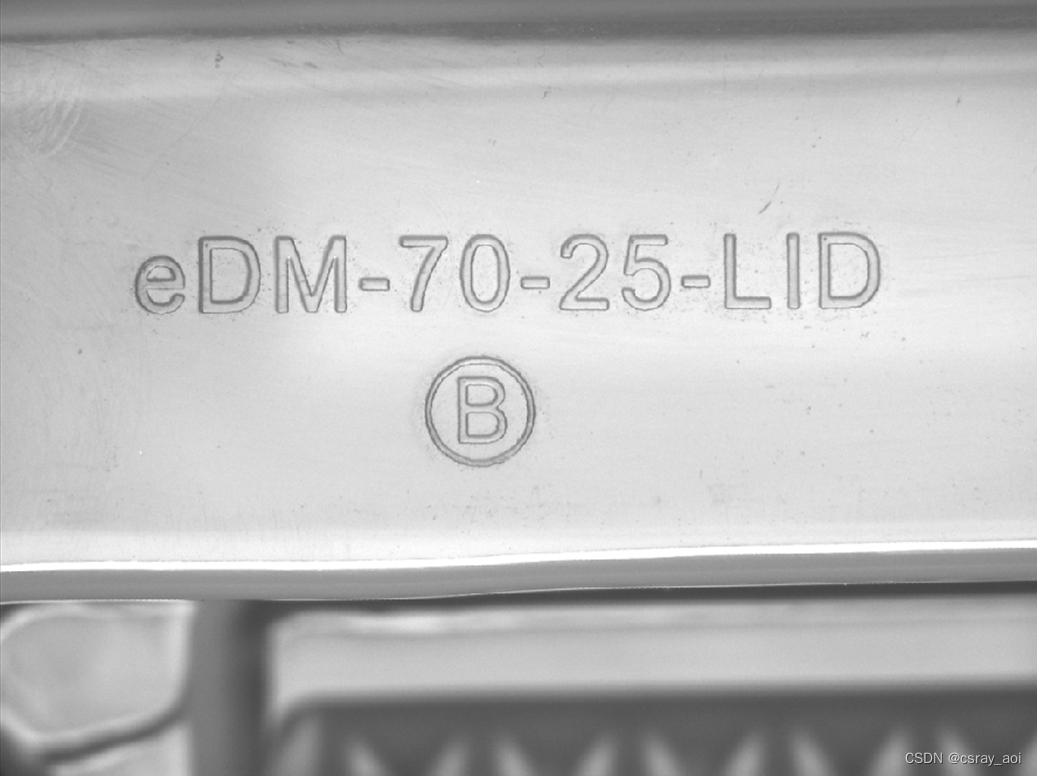
产品特征-实际成像时的图像
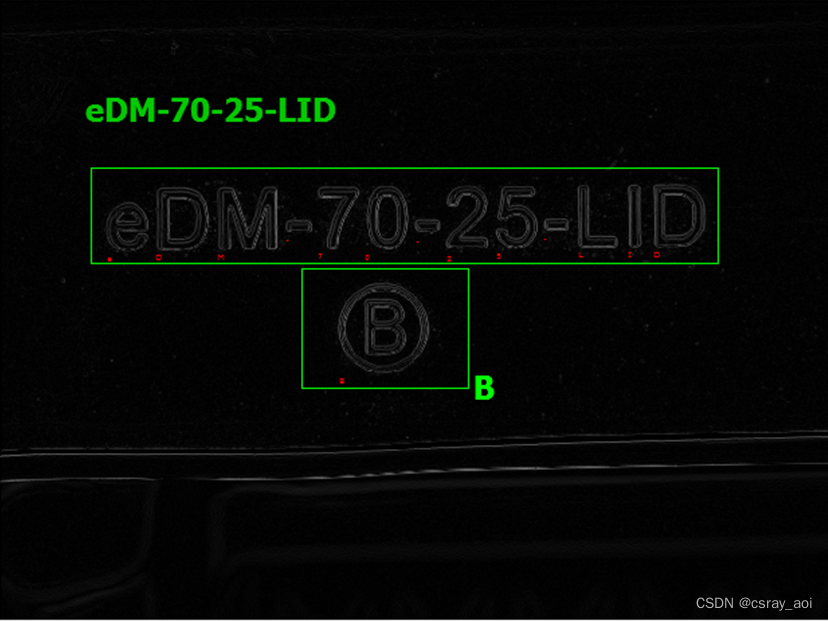
TEST1

TEST2

TEST3

TEST4
TEST5

TEST6
TEST7
TEST8

TEST9-PA重叠字体可以使用模式匹配进行识别
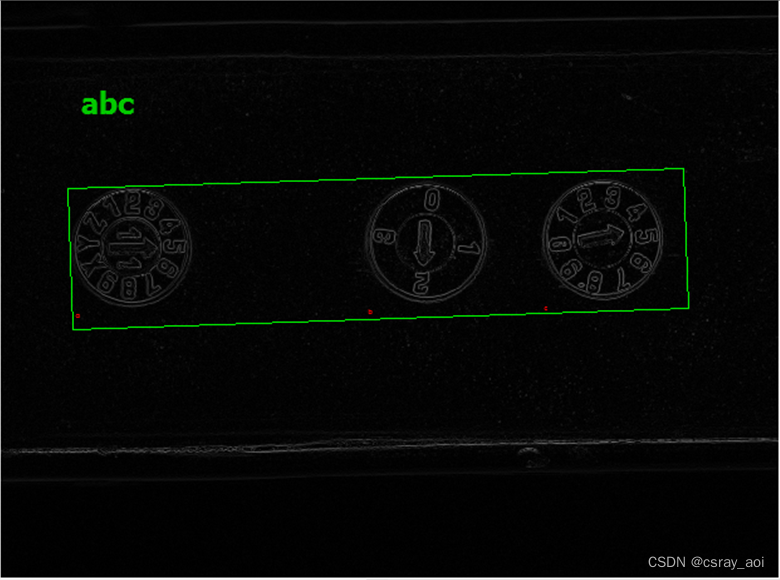
TEST10-以abc代替图中的符号
TEST11
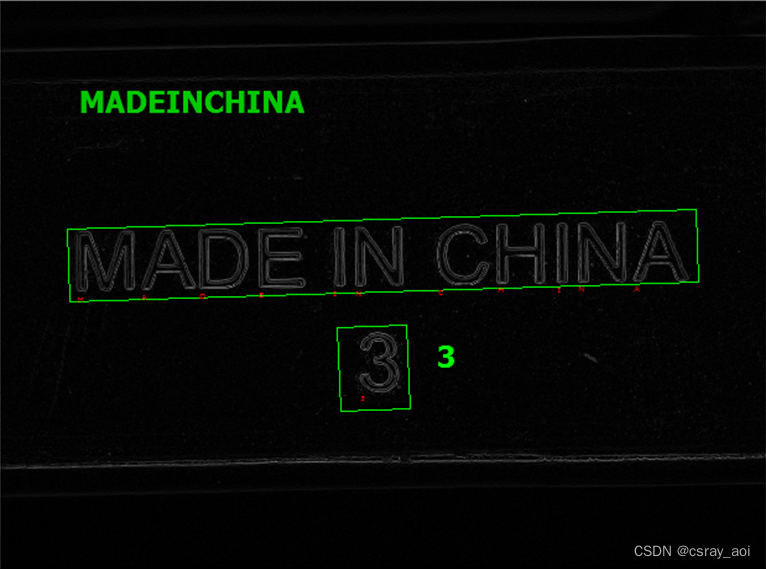
以上为样品中所有字符的识别示意图。根据当前的情况,在定位精准的前提下,可以方便准确的读取字符内容。