摘要:采用当前的各种涂布机很难适用气体扩散层这类脆性材料的涂布工艺,需要控制精度更高的微张力控制系统。为此本文基于串级控制原理,提出了采用双闭环PID控制模式和超高精度PID张力控制器的解决方案,一方面形成浮动摆棍闭环和主动辊闭环构成的串级控制回路,另一方面是采用目前测控精度最高的工业用PID控制器,结合相应配套的高精度传感器和执行器,可真正实现微张力的精密控制。
原文阅读:(PDF格式)
1. 问题的提出
气体扩散层(GDL)在燃料电池中起到支撑催化层、收集电流、传导气体和排出反应产物水的重要作用,常用于质子交换膜燃料电池,在具体生产工艺中需要在GDL材料表面定量涂布一层特定功能涂料。由于GDL基体层材料较脆,涂布工艺过程中易造成基体层材料断裂或撕裂,转弯处易折断,在高温状态下材料比常温下更脆弱,一般要求涂布过程中控制张力设定在5~10N很窄的一个范围内,且还需要在此微张力范围内具有较高的控制精度。
传统涂布设备,浮动摆辊均为气缸驱动,直线电位器反馈摆辊位置。存在以下问题:
(1)无法精确控制摆辊位置。
(2)气缸行程只有一个方向,需要料膜的张力平衡气缸推力,易造成GDL脆性材料拉伸。
(3)摆辊瞬间偏移至一端时,料膜张力瞬间增大或减小,极易造成GDL脆性材料的撕裂甚至断裂。
(4)张力控制器中的模数转换AD精度和数模转换DA精度较低,最小输出百分比也只能达到0.1%,无法提供更高精度的测量和控制。
由此可见,为实现GDL脆性材料的微张力控制,实现具有精度高、张力小、控制稳的伺服电机驱动的浮动摆辊微张力控制是氢能材料制备的关键技术,为此本文提出了相应的解决方案。
2. 解决方案
为实现涂布工艺中的微张力高精度控制,本文提出的解决方案包含以下两方面的内容:
(1)采用双闭环PID控制形式调节料膜张力,即对浮动摆棍和主动辊进行独立的PID控制。
(2)采用超高精度的双通道PID控制器,每个通道都具有24位AD、16位DA和0.01%最小输出百分比。
解决方案所涉及的微张力控制系统结构如图1所示。
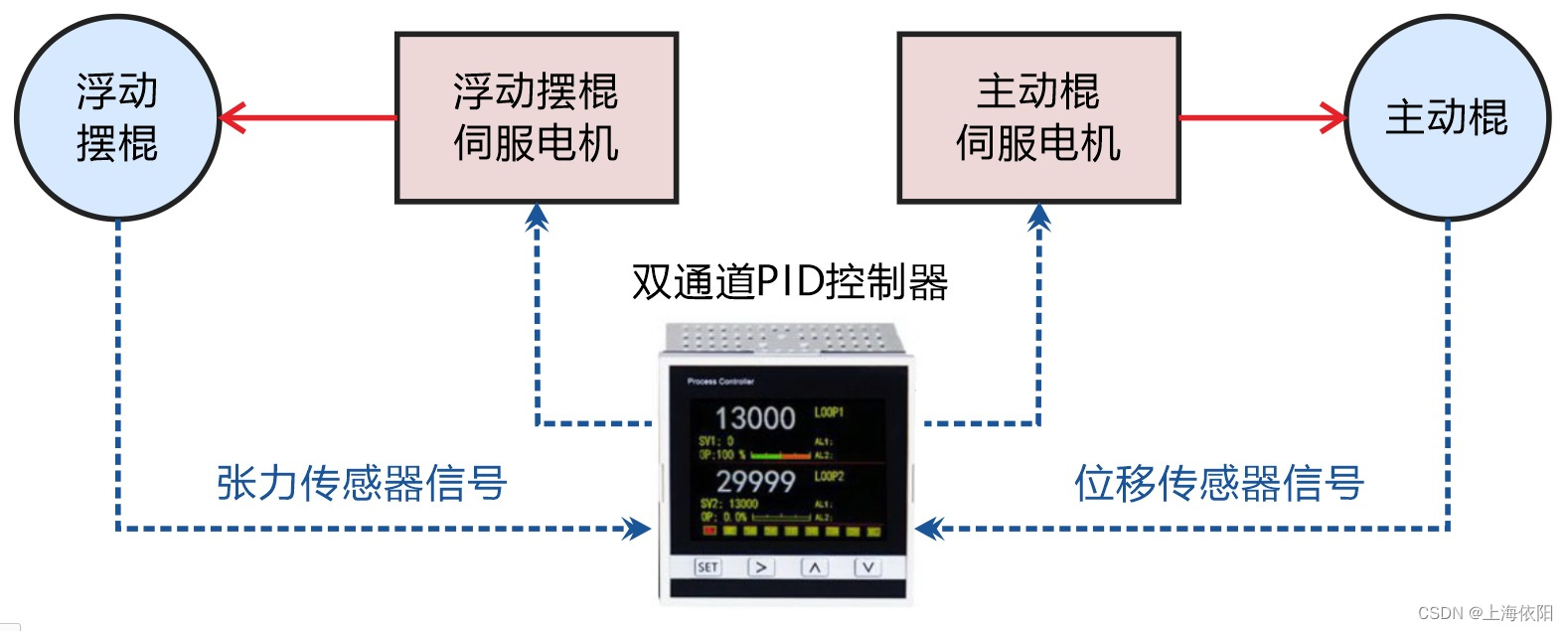
在图1所示的双闭环控制系统中,浮动摆辊PID闭环控制的具体过程是根据工艺要求,给控制器输入张力值,控制器根据张力传感器信号与设定张力值之差进行快速PID计算后输出控制信号,此控制信号控制浮动摆辊伺服驱动器和伺服电机动作,从而使浮动摆棍产生偏移使得料膜张力快速达到设定值。
浮动摆辊的PID闭环控制过程主要是通过浮动摆辊偏移来调节料膜张力,主动辊速度仍为主机速度,并未参与调节。当浮动摆辊伺服电机持续动作调节料膜张力时,浮动摆辊偏差会导致累积,最终达到浮动摆辊位置报警值。因此仅由浮动摆辊伺服电机调节料膜张力不能完全解决张力不稳、精度不高的问题,为此增加主动辊PID闭环控制实现张力的精准控制。
第二路主动辊PID闭环控制的具体过程是在浮动摆辊PID闭环控制实现调节后,由于浮动摆辊偏离中位,位移传感器跟随浮动摆辊偏移产生对应的偏移电压信号并输入给控制器,控制器根据此偏移电压信号与0V值的正负偏差进行快速PID计算后输出控制信号,此信号控制主动辊伺服驱动和主动辊伺服电机来改变主动辊速度,使得浮动摆棍回到中位,最终实现GDL脆性材料的微张力精准控制。
3. 总结
综上所述,通过上述解决方案,可很好的解决微张力的精密控制问题,具体优点如下:
(1)解决方案所采用的双闭环控制结构,实际上是一个非常典型的串级控制结构,因此充分利用了串级控制结构的优势,更利于实现高精度张力的控制。
(2)制约微张力精密控制的另一个主要因素是控制器的精度普遍不高,采用PLC很难达到超高的采集和控制精度。因此,本解决方案中采用了超高精度的双通道PID控制,既使用了串级控制功能,又实现了超高精度的PID控制。
当然,传感器和执行器精度也是制约微张力精密控制的因素,为了真正实现微张力的精密控制,还需在使用串级控制和超高精度PID控制器的基础上,配备相应高精度的传感器和执行器。