目 录
摘 要………………………………………………………………………………………Ⅰ
ABSTRACT…………………………………………………………………………………… Ⅱ
1 绪论 1
1.1课题背景 1
1.2现实意义 1
1.3设计任务 1
1.4总体设计方案分析 2
2 机械部分XY工作台及Z轴的基本结构设计 4
2.1 XY工作台的设计 4
2.1.1主要设计参数及依据 4
2.1.2 XY工作台部件进给系统受力分析 4
2.1.3初步确定XY工作台尺寸及估算重量 4
2.2 Z轴随动系统设计 5
3 滚珠丝杠传动系统的设计计算 6
3.1 强度计算 6
3.2 滚珠丝杠副的传动效率 6
4 直线滚动导轨的选型 8
5 步进电机及其传动机构的确定 9
5.1 步进电机的选用 9
5.1.1 脉冲当量和步距角 9
5.1.2步进电机上起动力矩的近似计算 9
5.1.3确定步进电机最高工作频率 10
5.2齿轮传动机构的确定 10
5.2.1传动比的确定 10
5.2.2齿轮结构主要参数的确定 11
5.3步进电机惯性负载的计算 11
6 传动系统刚度的讨论 13
6.1 根据工作台不出现爬行的条件来确定传动系统的刚度 13
6.2根据微量进给的灵敏度来确定传动系统刚度 13
7 消隙方法与预紧 15
7.1消隙方法 15
7.1.1偏心轴套调整法 15
7.1.2锥度齿轮调整法 16
7.1.3双片齿轮错齿调整法 16
7.2预紧 17
8 数控系统设计 18
8.1 确定机床控制系统方案 18
8.2 主要芯片配置 18
8.2.1主要芯片选择 18
8.2.2 主要管脚功能 18
8.2.3 EPROM的选用 19
8.2.4 RAM的选用 20
8.2.5 89C51存储器及I/O的扩展 20
8.2.6 8155工作方式查询 21
8.2.7状态查询 22
8.2.8 8155定时功能 22
8.2.9 芯片地址分配 23
8.3 键盘设计 24
8.3.1键盘定义及功能 24
8.3.2 键盘程序设计 24
8.4 显示器设计 28
8.4.1显示器显示方式的选用 28
8.4.2显示器接口 29
8.4.3 8155扩展I/O端口的初始化 29
8.5 插补原理 30
8.6光电隔离电路 31
8.7越界报警电路 31
8.8总体程序控制 32
8.8.1流程图 32
8.8.2总程序 32
9 步进电机接口电路及驱动 34
结 论 38
参考文献 39
2 机械部分XY工作台及Z轴的基本结构设计
2.1 XY工作台的设计
2.1.1主要设计参数及依据
本设计的XY工作台的参数定为:
①工作台行程:横向1220,纵向1440
②工作台最大尺寸(长×宽×高):1100×900×300mm
③工作台最大承载重量:120Kg
④脉冲当量:0.001mm/pluse
⑤进给速度:60平方毫米/min
⑥表面粗糙度:0.8~1.6
⑦设计寿命:15年
2.1.2 XY工作台部件进给系统受力分析
因激光切割机床为激光加工,其激光器与工件之间不直接接触,因此可以认为在加工过程中没有外力负载作用。其切削力为零。
XY工作台部件由工作台、中间滑台、底座等零部件组成,各自之间均以滚动直线导轨副相联,以保证相对运动精度。
设下底座的传动系统为横向传动系统,即X向,上导轨为纵向传动系统,即Y向。
一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计,但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会影响电机的步距精度。另外由于采取了一系列的消隙、预紧措施,其产生的负载波动应控制在很小的范围。
2.1.3初步确定XY工作台尺寸及估算重量
初定工作台尺寸(长×宽×高度)为:1200×950×70mm,材料为HT200,估重为625N (W1)。
设中托座尺寸(长×宽×高度)为:1200×520×220mm,材料为HT200,估重为250N(W2)。
另外估计其他零件的重量约为250N (W3)。
加上工件最大重量约为120Kg(1176N)(G)。
则下托座导轨副所承受的最大负载W为:
W=W1+W2+W3+G=665+250+250+1176=2301N
2.2 Z轴随动系统设计
激光切割机对Z轴随动机构要求非常高。在切割中需随时检测和控制切割表面的不平度,通过伺服电机和滚珠丝杆调整切割头的高度,以保证激光聚焦后的焦点在切割板材的表面位置。由于激光焦点至板面的距离将影响割缝宽窄及质量,因此,要求Z轴的检测精度高于0.010mm:同时,随动速度应大于5m/min。随动速度太快会造成切割头上下震荡,太慢又造成切割头跟不上的现象。目前。对加工板材的检测主要有电容、电感、电阻、激光、红外等几种方式。电感式和电阻式属于传感器,激光、红外及电容式属于非接触式传感器。电容式传感器在运动检测过程中不发生摩擦阻力,最适于金属板材和高速切割加工,而激光和红外位移传感器对加工材料的反射率很敏感,仅适用于一些特殊场合的切割加工(如强磁场、强干扰环境)。所以在选择传感器时,应注意检测精度和对切割材料的适应性,同时安装时还需要注意采取抗干扰措施。
割头具有多种先进的智能和附加功能,如自动调整激光喷嘴距离、自动清洁喷嘴、同轴喷水机构、切割头转动、切割嘴摆动等。这些功能机构的增加,不可避免地增加了切割头的重量,成切割头的动态性能不好,随动机构反应不灵敏。一般来说,普通数控激光切割机Z轴拖动重量在5kg以上时,应采用重力平衡设施。而高性能数控激光切割机的Z轴拖动重量在2kg以上就必须施加重力平衡设施,特别是在高速飞行光路设计中,这一点尤为重要。目前Z轴上的重力平衡设施使用较多的是采用气缸托动方式(图2.1)。该方式重量轻、体积小、易安装,还可根据要求调整气缸的平衡力。
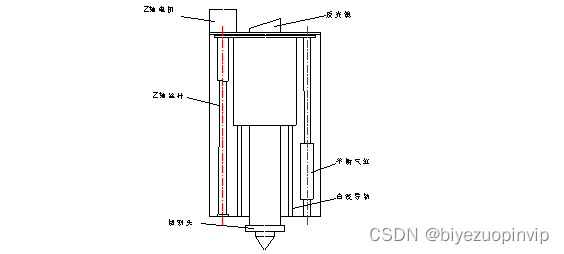
图2.1 Z轴随动机构















![[附源码]计算机毕业设计图书馆出版物预订系统Springboot程序](https://img-blog.csdnimg.cn/162fd02ddb4746b2906be71d4ffb9a64.png)