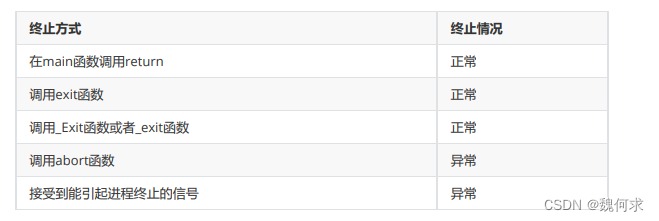
焊接整体过程
简单来说就是通过各种方式将金属熔化后冷却结合。而焊接过程中一般会有保护气体,例如氩气,二氧化碳。就是常听到的氩弧焊和二保焊。而最常见的是药皮包裹着金属心的焊条,而焊条的药皮就是加热后产生了保护气。弧光是焊条和焊件在大电流和电压作用下空气中粒子电离后放热发出的光
电弧出现的原因
引弧
焊机和工件之间必须可以构成一个回路。当焊把接触焊件时,就形成短路,焊条和焊件之间产生大量热。当热量足够时,温度迅速升高,为电子的逸出和气体电离做准备;而后迅速将电极与工件拉开一段距离。在电场力的作用下,阴极产生热电子发射,自由电子从阴极表面高速逸出,撞击空隙气体中的中性粒子,使中性气体粒子电离成阳离子、阴离子和自由电子,同时电场力也使这些带电粒子作定向运动。焊接电弧的实质就是把电源的电能转换成了焊接所需要的热能并发出强烈弧光的过程。
一、焊条种类和特点
酸碱焊条
名字区分
型号尾号1-5,酸性焊条
尾号6-9,碱性焊条
具体命名规则可参考:https://www.renrendoc.com/paper/132309876.html
机械性能
弯折时,碱性焊条的药皮易脱落
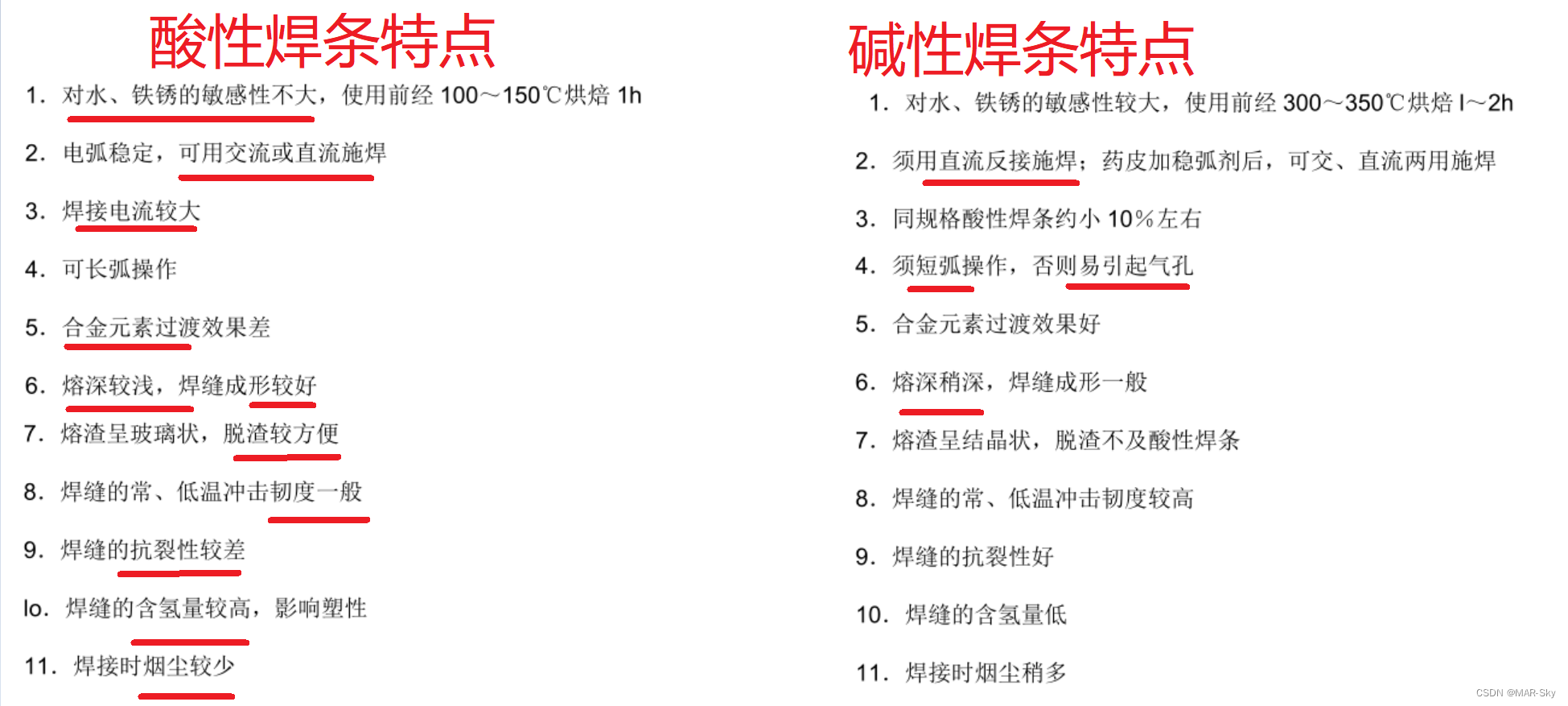
酸碱性焊条的特点
酸性焊条:对铁锈油污不敏感,采用直流反接的方式
碱性焊条:焊接强度高,容易粘焊条。
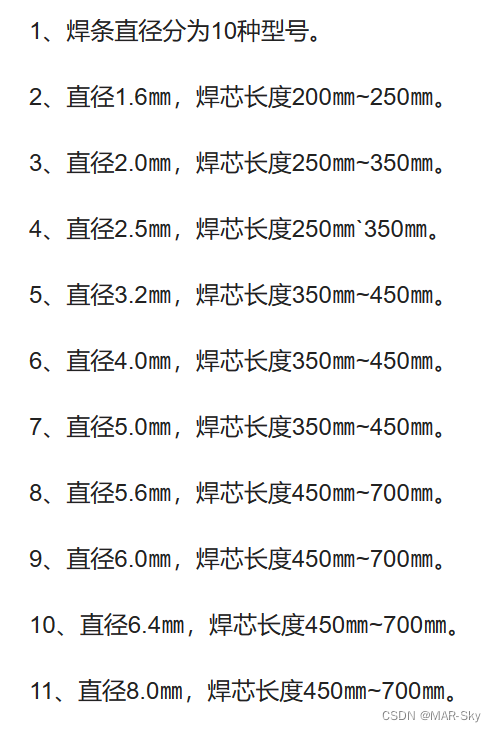
常用尺寸
常见直径:2.5mm,3.25mm,4mm
二、 电流和 尺寸关系
一般是直径乘以30-45倍,例如,4mm使用电流大概在120-220A。但根据电焊机说明手册中
| 焊条直径(mm) | 焊接电流(A) | 一般使用 |
|---|---|---|
| 2.5 | 70-100 | 80 |
| 3.2 | 110-140 | 120 |
| 4.0 | 170-220 | 180 |
| 5.0 | 230-280 | |
 |
三、 焊接过程中的一些常识
牌号,型号
例如常用的焊条上写了J422,这并不是国际标准型号,一般说是牌号。对应的国际标准型号是E4303,一种酸性焊条,药皮钛钙型,J表示结构钢焊条,**42是42kg/mm2**焊缝金属的抗拉强度。第三位的2代表钛钙型药皮,交流丶直流焊机都能使用电焊的焊条。
焊机接法区别
接线区别:焊机的正负极是接焊把还是接工件
焊接效果:使用直流正接时,因阳极区的温度比阴极区的温度高,所以工件熔深大,焊条熔化慢,焊道窄。使用直流反接时,焊条接阳极,焊条熔化较快,而工件熔深较小,焊道宽,并且电弧比较稳定,也不易产生氢气孔。
正,反接法
焊把(夹焊条的)接负极,工件接正,称为正接法;反之就是反接法
熔池
简单来说就是融化的金属液体