目 录
摘 要 I
Abstract II
第一章 绪论 1
1.1选题背景及意义 1
1.2国内外型秸秆谷物发展概况 2
1.2.1国外发展现状 2
1.2.2国内发展现状 2
1.3对辊柱塞式成型机的发展概况 6
1.3.1对辊柱塞式成型机的发展展状况 6
1.3.2对辊柱塞式成型机的成型机理 7
1.3研究主要内容 9
第二章 对辊柱塞式成型机基本参数 10
2.1选择电动机 10
2.1.1选择电动机的类型和结构形式 10
2.1.2选择电动机的容量 10
2.2计算传动装置的总传动比并分配各级传动比 12
2.2.1传动装置的总传动比 12
2.2.2分配各级传动比 12
第三章 V带设计计算 13
3.1确定计算功率 13
3.2选择带型 13
3.3确定带轮基准直径 13
3.4验算带的速度 14
3.5初定中心距 14
3.6确定基准长度 14
3.7确定实际轴间距 15
3.8验算小带轮包角 15
3.9单根V带的基本额定功率 15
3.10V带的根数 16
3.11单根V带的预紧力 16
3.12带轮的结构和尺寸 16
第四章 基本参数计算 18
4.1各轴的转速 18
4.2各轴功率 18
4.3各轴转矩 18
第五章 减速器设计计算 20
5.1 I轴齿轮设计计算 20
5.1.1选择齿轮材料 20
5.1.2初定齿轮主要参数 20
5.1.3校核齿面接触疲劳强度 22
5.2Ⅱ轴齿轮设计计算 26
5.2.1选择齿轮材料 26
5.2.2 初定齿轮主要参数 26
5.2.3校核齿面接触疲劳强度 28
5.3Ⅲ轴齿轮设计计算 32
5.3.1选择齿轮材料 32
5.3.2 初定齿轮主要参数 32
5.3.3 校核齿面接触疲劳强度 34
第六章 减速器轴的设计计算 38
6.1Ⅰ轴的设计计算 38
6.1.1选择轴的材料 38
6.1.2初步估算轴的的直径 38
6.1.3轴上零部件的选择和轴的结构设计 39
6.1.4轴的受力分析 40
6.1.5轴的强度计算 43
6.2Ⅱ轴的设计计算 44
6.2.1选择轴的材料 44
6.2.2初步估算轴的的直径 44
6.2.3轴上零部件的选择和轴的结构设计 44
6.2.4轴的受力分析 45
6.2.5轴的强度计算 46
6.3 Ш轴的设计计算 49
6.3.1选择轴的材料 49
6.3.2初步估算轴的的直径 50
6.3.3轴上零部件的选择和轴的结构设计 50
6.3.4轴的受力分析 51
6.3.5轴的强度计算 52
6.4Ⅳ轴的设计计算 55
6.4.1 选择轴的材料 55
6.4.2初步估算轴的的直径 56
6.4.3轴上零部件的选择和轴的结构设计 56
6.4.4轴的受力分析 57
6.4.5轴的强度计算 58
第七章 减速器键的校核 61
7.1 I轴键的校核 61
7.2Ⅱ轴键的校核 61
7.3Ⅲ轴键的校核 61
7.4Ⅳ轴键的校核 62
第八章 减速器轴承的校核 63
8.1验算Ⅰ轴承寿命 63
8.2验算Ⅱ轴承寿命 64
8.3验算Ⅲ轴承寿命 65
8.4验算Ⅳ轴承寿命 66
第九章 减速器箱体设计计算 67
9.1 箱体设计 67
第十章 对辊机构的设计计算 69
10.1型辊轴的设计计算 69
10.1.1选择轴的材料 69
10.1.2初步估算轴的的直径 70
10.1.3轴上零部件的选择和轴的结构设计 70
10.1.4 轴的受力分析 70
10.1.5轴的强度计算 74
10.2验算轴承寿命 74
10.3型辊轴键的校核 75
10.4辊型及型板的设计 76
10.5 压辊的支撑装置(轴承) 78
10.6 给料系统 79
10.7 承压支架 80
10.8 同步驱动齿轮系 80
10.8.1选择齿轮材料 81
10.8.2初定齿轮主要参数 81
10.8.3校核齿面接触疲劳强度 83
10.9液压施压系统及润滑 86
结 论 87
参考文献 88
致 谢 90
附 录 91
1.3对辊柱塞式成型机的发展概况
1.3.1对辊柱塞式成型机的发展展状况
对辊式辊压成型机于19世纪下半叶在欧洲诞生。第一台能够成功运转的辊压成型机在1870年末期由比利时的Loiseau制造并被安装在美国的里奇蒙得港的一家成型厂。然而,大多数早期的其他开发工作已在欧洲展开,并且在19世纪末在比利时、法国和德国巳达到非常高的应用水平。表1表明了在德国产秸秆谷物区硬秸秆谷物成型的发展情况,从1900年一1910年的10年间其辊压成型机数量成倍增长,到1910年达到243台,年产型秸秆谷物400万t。
德国哈汀根/鲁尔的KOPPERN公司是从1898年开始制造辊压成型机并至今仍在从事这项业务的为数不多的公司之一,该公司1901年制造出了它的第一台用于硬秸秆谷物成型的辊压成型机。该机有一套旋转布料装置以稳定两个成型辊的人料,两个成型辊由安装在轴中心的宽大而坚固的正齿轮维持同步,两个分离的压辊具有相同的尺寸(直径650mm,宽度280mm)。这样一台机器其压辊转速为6.5rpm,每h可生产6t相对小一些的(15~50)g用于家庭取暖的硬秸秆谷物型秸秆谷物。
在20世纪20年代早期,德国硬秸秆谷物成型开始滑坡,二战结束后秸秆谷物成型又产生短期的复苏,大型的成型机被投入使用。例如,在1956年,l/3的成型机的产量是]910年的成型机产量的2倍以上。此后不久,石油和天然气在许多加热用途方面显然取代了秸秆谷物,尤其是家庭取暖,因而在生产的秸秆谷物成型厂的数量急剧萎缩。今天,在工业化国家里,大多数常规的秸秆谷物成型厂业已停业并被拆除,其结果是,许多提供秸秆谷物辊压成型机的公司破产或开始生产其他用途的成型设备,但是,KOPPERN公司作为一个杰出的供应商,至今仍在积极从事设计和制造辊压成型机以及型秸秆谷物设备。
1.3.2对辊柱塞式成型机的成型机理
秸秆谷物的常规成型使用热塑性粘结剂和塑性相当好的人料,在物料进入辊压成型机的给料器之前,由混合物料散出的挥发物排放到卧式螺旋运输中。适度温热、可塑的秸秆谷物和粘结剂的混合物的成型,更确切地讲是使其具有一定的外形而仅仅是使其致密,因此,所需的单位压力相对较低。例如所用的压力除以辊宽被描述为kN/cm,因此使用较小的轴承和使用较宽压辊的成型机也有很大的生产能力。由于成型和型秸秆谷物质量随压辊的直径增加而改善,机器的辊径一般大于750mm,通常为l000mm或1400mm。决定型秸秆谷物形状的球窝是用电化学研磨法(ECM)加工的。这种加工技术可以任意选择压模的形状和大小。
秸秆谷物成型,将6mm以下秸秆谷物粉在机械外加粘结剂或快速加热到胶质状态下加压成具有一定形状、尽寸、特定物理化学性能和不同用途产品的工艺过程。秸秆谷物成型的产品称型秸秆谷物。传统的秸秆谷物成型是将秸秆谷物加工成几何形状、尺寸和机械强度相近、贮存后质量保持稳定和型秸秆谷物。现代秸秆谷物成型主要是“改变”秸秆谷物的物理化学性质,使之成为优质的工业原料和洁净的能源。现代秸秆谷物成型以秸秆谷物化学和秸秆谷物的机械加工工艺学为基础,以燃烧理论、秸秆谷物的技术、传热学原理和环保工程等为指导,以工业锅炉和窑炉等相关行业的设备特性和工艺原理为依据。
成型机理:秸秆谷物成型时,粘结剂与秸秆谷物粒之间的作用是一个复杂的物理化学过程。不仅与粘结剂和秸秆谷物本息的性质、结构有关,而且和成型条件密切相关。由于秸秆谷物具有以非极性表面为主,秸秆谷物表面有一定粗糙度和孔隙、润湿性差且疏水性强、成型时可利用秸秆谷物本身的粘结性或外粘结剂,采用适宜的成型粒度、水分在一定的压力作用下,克服秸秆谷物的弹性,使秸秆谷物粒之间互相靠近,产生塑性变形,并被此粘结成型。
成型工艺:成型原料性质有同,成型时需要采用不同的成型工艺。秸秆谷物成型按成型的工艺条件分为冷压成型、热压成型和球团成型。
冷压成型是在型秸秆谷物配合料温度低于100℃的条件下成型的工艺,包括无粘结剂成型和粘结剂成型两种工艺。是秸秆谷物成型 的主要方法。型秸秆谷物配合料是由秸秆谷物、粘结剂和添加剂按比例配合成性能符合成型要求的物料。
无粘结剂成是不用粘结剂的成型工艺,按成型压力大小可分为低压成型、中压成型和高压成型。成型压力小于50MPa的成型叫低压成型,主要用于生产无烟秸秆谷物湿棒作合成氨原料,也用于含泥页岩的秸秆谷物成型,这种成型方法未获广泛应用;成型压力为50~100MPa的成型叫中压成型,主要供无烟秸秆谷物和泥炭配型叫高压成型,主要用于年轻褐秸秆谷物或中年褐秸秆谷物的成型,是成熟的成型方法。粘结剂成型是在成型过程中外加粘结剂等添加剂的成型工艺。所使用的粘结剂包括有机物粘结剂、无机物粘剂和复合物粘结剂。包括物理成型和化学成型两种。物理成型是粘结剂在成型过程中只起粘结作用。化学成型是粘结剂在成型和型秸秆谷物固结过程中发生化学变化而起粘结作用,为石灰碳酸化型秸秆谷物的成型方法。
热压成型是利用型秸秆谷物配合料在高速加热到大量形成胶质体的温度,胶质体作粘结剂,在出现塑性变形进以胶质体作粘结剂加压成型的工艺。这种成型方法多用来生产型焦。
球团法成型是在粘结剂和水的作用下,型秸秆谷物配合料无需加压力,在圆盘式或滚筒式球团成型机中滚动成型。成型产品是球团。
1.3研究主要内容
本文以《国家“十二五”科技支撑计划项目(2012BAD30B0205)为支撑,以‘轻便低能耗可移动生物质燃料成型系统的研发’为主要内容,以对辊柱塞式成型机为研究对象,进行了如下相关研究,本设计为一种用于秸秆谷物成型加工的高压对辊柱塞式成型机,包括有机架,定对辊轴和动对辊轴设置在机架中部,动对辊轴的两端设置有加压装置,通过加压装置,动对辊轴能移动一定距离,在定对辊轴的轴端有同步外挂齿轮与联轴装置及三级设计减速器相连,在定对辊轴和动对辊轴上方的机架上安置有加料装置。该机采用强制加料方式,液压加载和使用安全联轴器,从而使其型秸秆谷物产品满足生产要求。




















对辊柱塞式成型机总体设计
news2026/2/11 19:06:57
本文来自互联网用户投稿,该文观点仅代表作者本人,不代表本站立场。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如若转载,请注明出处:http://www.coloradmin.cn/o/45718.html
如若内容造成侵权/违法违规/事实不符,请联系多彩编程网进行投诉反馈,一经查实,立即删除!相关文章

UGUI性能优化学习笔记(一)网格重建
一、基本概念
在正式学习UGUI性能优化之前,需要先了解一些基本的概念
网格
无论是3D物体还是2D物体,都是由网格绘制而成。需要绘制的网格越多,性能消耗越大。 将Unity编译器调整到Wireframe模式,可以查看当前场景元素的网格组成…
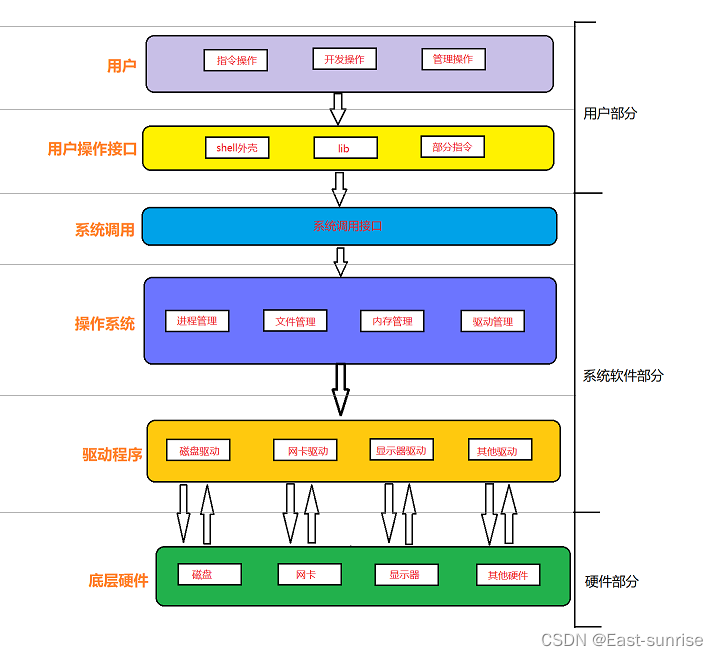
冯诺依曼体系结构及操作系统的认识
目录1.前言2.冯诺依曼体系结构2.1.结构构成2.2.硬件分析2.2.1存储器的作用2.2.2CPU2.3.实际分析3.操作系统3.1.是什么3.2.为什么3.3.操作系统怎么进行管理3.3.1管理的本质3.3.2管理的方法3.4.系统调用3.5.最终体系1.前言 为什么现代计算机都被称为冯诺依曼结构计算机࿱…

C#运算符执行顺序对照表
C#运算符执行顺序对照表:在线查看C#运算符执行优先级别 窍门: CtrlF 快速查找 C#运算符优先级,是描述在计算机计算表达式时执行运算的先后顺序。 先执行具有较高优先级的运算,然后执行较低优先级的运算。 例如,我们常说…

引擎入门 | Unity UI简介–第2部分(2)
本期我们继续为大家进行Unity UI简介(第二部分)的后续教程
本篇内容
3.动画按钮滑入
文章末尾可免费获取教程源代码
本篇本篇Unity UI简介(第二部分)篇幅较长,分为八篇,本篇为第二篇。
3.动画按钮滑入…
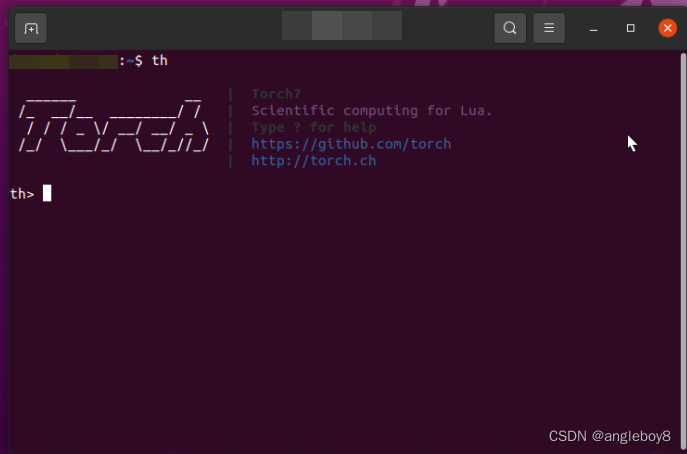
如何安装Torch7在Ubuntu20.04 ( CUDA10.1 和 CUDNN7.6.5)
先展示安装成果,东西没啥,就是很麻烦,特别是安装torch7库,下载不下来,断断续续的。 1. 首先,安装CUDA 10.1CUDNN7.6.5。切记:cudnn不要装cudnn8.X,好像跟torch不是很匹配。另外就是g…

省市县:数十万数据集PM2.5面板数据柵格数据(1998-2019)
1、数据来源:
https://sites.wustl.edu/acag/datasets/surface-pm2-5/
2、时间跨度:1998-2019
3、区域范围:中国各省、各城市、各区县
4、指标说明:
根据Global/Regional Estimates (V5.GL.02),计算出国内PM2.5数…
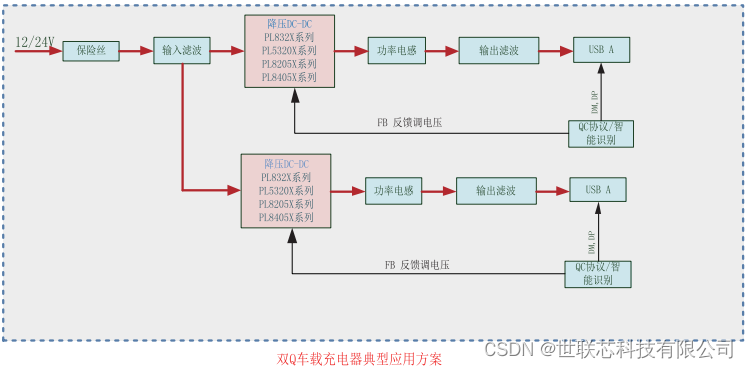
车载电子专用DC-DC方案PL5501
PL5501是一个同步4开关Buck-Boost能够调节输出电压的控制器高于或低于输入电压。PL5501运作输入电压范围从3.6 V到32 V (36 V Maximum)以支持各种应用程序。PL5501 buck采用恒ON时间控制,上位机采用升压和升压两种操作方式负荷和线路调节。开关频率可以设置为150kHz…
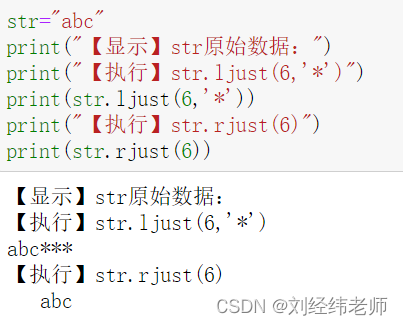
在字符串两侧填充指定字符ljust()与rjust()方法
【小白从小学Python、C、Java】 【计算机等级考试500强双证书】 【Python-数据分析】 在字符串两侧填充指定字符 ljust()与rjust()方法
选择题 以下python代码输出正确的一项是? str"abc" print("【显示】str原始数据:") print("【执行】…
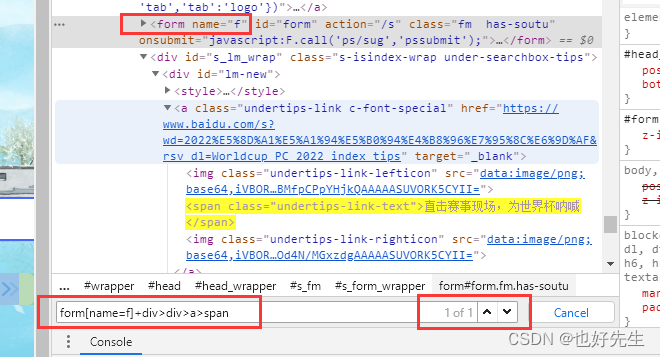
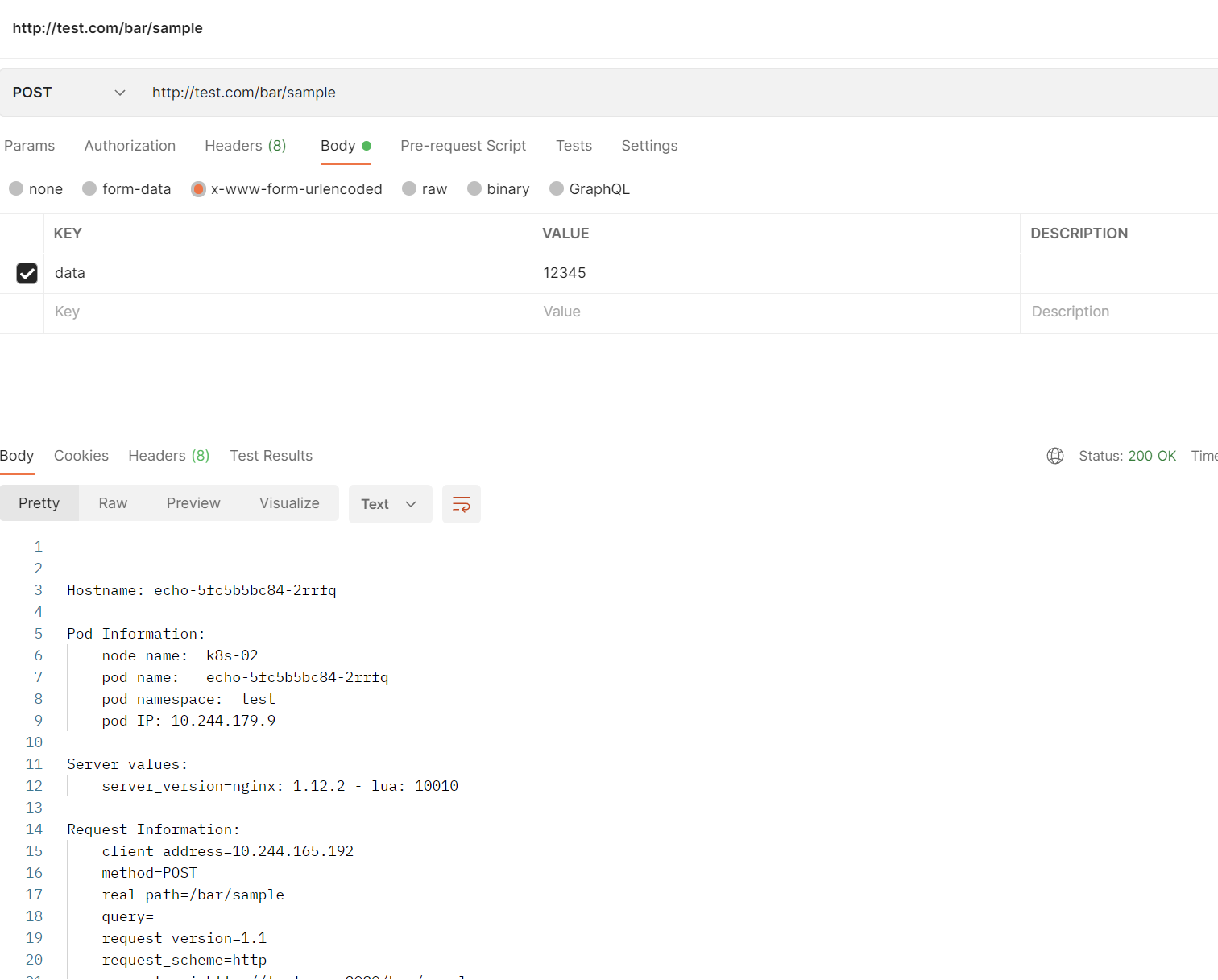
网页JS自动化脚本(三)查找定位页面元素的多种方法
当然定位元素不止一个方法,下面总结一些常用的方法 父元素定位 a.undertips-link>span我们看到父元素是第8代的a,那么先定位到a,然后再通过a定位到子元素span,可以看到1 of 1 ,匹配上了唯一的元素 祖父元素定位 div#lm-new>a>span可以看到进对第7代的div元素进行定位…

承上启下:基于全域漏斗分析的主搜深度统一粗排
1. 背景
1.1 概述
淘宝主搜索是一个典型的多阶段检索系统,主要分为召回、粗排、精排等阶段。召回阶段,由文本召回、个性化等多路召回构成,输出商品量级约10^5;粗排阶段,需要从三路召回集合中分别进行筛选,…
![[附源码]SSM计算机毕业设计校园自行车租售管理系统JAVA](https://img-blog.csdnimg.cn/a249e16921784f4091bad90ad92a747d.png)
[附源码]SSM计算机毕业设计校园自行车租售管理系统JAVA
项目运行
环境配置:
Jdk1.8 Tomcat7.0 Mysql HBuilderX(Webstorm也行) Eclispe(IntelliJ IDEA,Eclispe,MyEclispe,Sts都支持)。 项目技术:
SSM mybatis Maven Vue 等等组成,B/S模式 M…

Vue 打包优化之 externals 抽离公共的第三方库
使用 vue/cli 脚手架构建的 Vue 全家桶项目,默认配置下,打包后会把 vue、vue-router、axios、vuex、element-ui、echarts 等公共库打包在一起,导致基础 chunk、vendor 包体积特别大,有时一个文件能达到 3-5MB,这会大大…
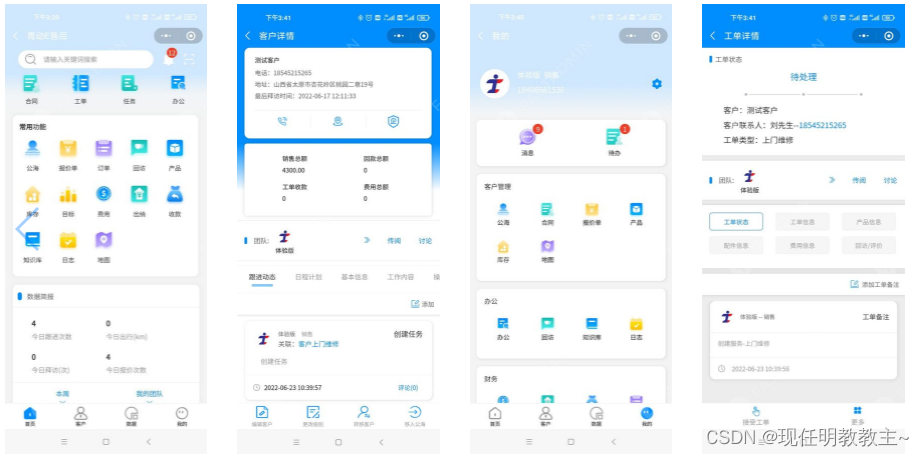
ThinkPHP和uniapp开发的CRM售后管理系统(客户、合同、工单、任务、报价、产品、库存、出纳、收费)
ThinkPHP和uniapp开发的CRM售后管理系统无加密的开源源码(可用于自营外包项目(多主体)、可用于外包定制开发项目)
主要功能:客户、合同、工单、任务、报价、产品、库存、出纳、收费,
适用于:服装鞋帽、化妆品、机械机电、家具装潢、建材行业…

NR CSI(三) CQI
微信同步更新,欢迎关注同名modem协议笔记
这篇主要看下CQI的相关内容,CQI在spec上描述的内容比较少,主要是和调制方式和码率相关,所以这篇的内容也比较简短。先看下CSI Report Quantity 上报测量量。 很早之前有人问我你知道各个…
【毕业设计】30-基于单片机矿井瓦斯_气体浓度_烟雾浓度报警设计(原理图+源代码+仿真+答辩论文+答辩PPT)
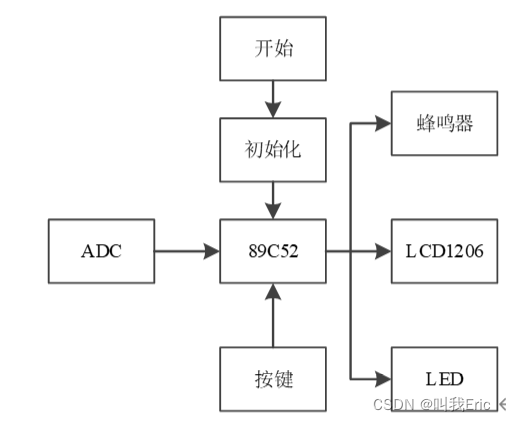
【毕业设计】30-基于单片机矿井瓦斯/气体浓度/烟雾浓度报警设计(原理图源代码仿真答辩论文答辩PPT) 文章目录【毕业设计】30-基于单片机矿井瓦斯/气体浓度/烟雾浓度报警设计(原理图源代码仿真答辩论文答辩PPT)任务书设计说明书摘要…
Kafka(二)- Kafka集群部署
文章目录一、安装部署1. 集群规划2. 虚拟机前置准备工作(1)配置IP(2)修改主机名称和hosts文件(3)关闭防火墙,关闭防火墙开机自启(4)克隆虚拟机3. 集群部署(1&…
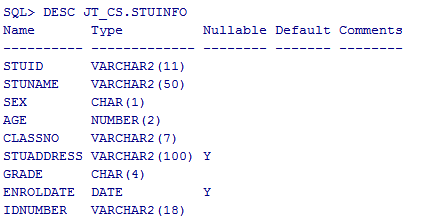
Oracle中ALTER TABLE的五种用法(三)
首发微信公众号:SQL数据库运维 原文链接:https://mp.weixin.qq.com/s?__bizMzI1NTQyNzg3MQ&mid2247485212&idx1&sn450e9e94fa709b5eeff0de371c62072b&chksmea37536cdd40da7a94e165ce4b4c6e70fb1360d51bed4b3566eee438b587fa231315d0a5a…