[注塑]各种进胶方式优缺点分析
- 1.直接进胶
- 2.测胶口
- 3.搭接式浇口
- 4.扇形浇口
- 5.潜胶
- 6.弧线浇口
- 7.针形浇口
结构设计的时,分析浇口的进胶方式尤为重要,为了简便我们的设计,常常需要将一些常用的标准形式,以下是我们常见的一些浇口形式。
1.直接进胶
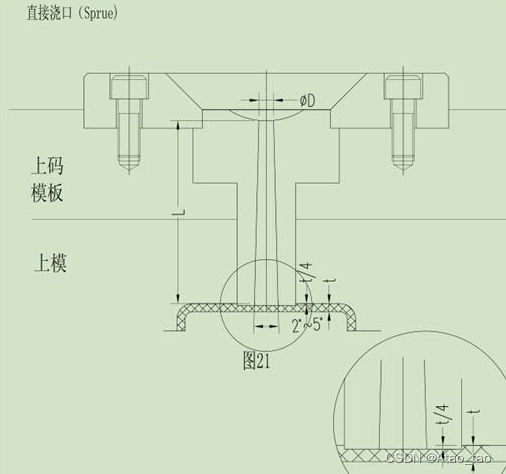
优点:
- 压力损失小。
- 制作简单。
缺点:
3. 浇口附近应力大。
4. 需要人工剪除浇口(流道)。
5. 表面会留下明显疤痕。
应用:
- 用于大而深的桶形胶件,若用于浅而平的胶件,由于收缩应力的原因,容易发生翘曲变形
- 对于外观不允许浇口痕迹的胶件,可将浇口设于胶件内表面。
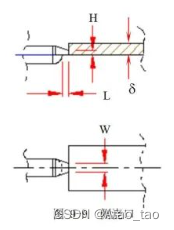
2.测胶口
优点:
1.形状简单,加工方便。
2.去浇口容易。
缺点:
1.胶件和浇口不能自行分离。
应用: 适用于各种各样的胶件,除细而长的桶形胶件。
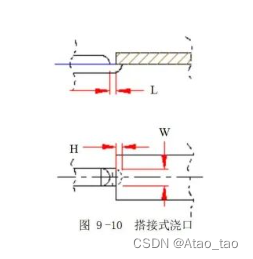
3.搭接式浇口
优点:
1.具有测浇口的优点。
2.去浇口容易。
3.典型的冲击型浇口,可有效防止塑料熔体的喷射流动。
缺点:
1.胶件和浇口不能自行分离。
2.容易留下明显的浇口疤痕。
应用: 适用于有表面质量要求的平板形胶件。
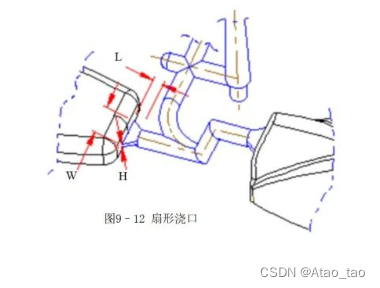
4.扇形浇口
优点:
1.熔融塑料流经浇口时,再横向得到更加均因的分配,降低胶件应力。
2.减少空气进入型腔的可能,避免产生银丝,气泡等缺陷。
缺点:
1.胶件和浇口不能自行分离。
2.胶件边缘有较长的浇口痕迹,需要工具将浇口加工平整。
**应用:**成型宽度大的薄片状胶件,流动性能较差的、透明胶件;如PC、PMMA等。
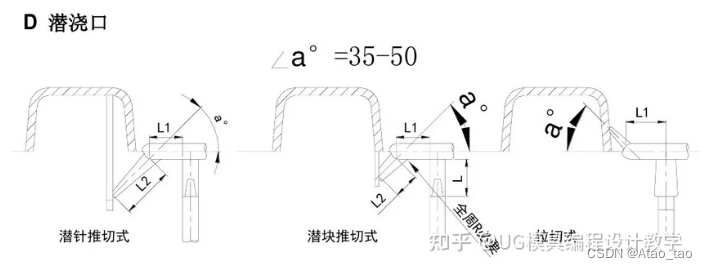
5.潜胶
优点:
1.浇口位置选择比较灵活。
2.浇口与胶件可自行分离。
3.浇口痕迹小。
4.两板模、三板模都可采用。
缺点:
1.浇口位置容易拖胶粉。
2.入水口位置容易产生烘印。
3.需要人工剪除胶片。
4.从浇口位置到型腔压力损失较大。
应用: 适用于外观不允许露出浇口痕迹的胶件。
对于一模多腔的胶件,应保证各腔从浇口到型腔的阻力尽可能相近,避免出现滞流,以获得较好的流动平衡。
6.弧线浇口
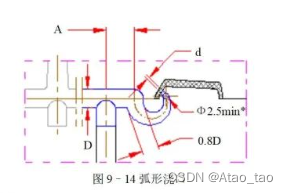
优点:
1.浇口和胶件可自动分离。
2.无需对浇口位置进行领外处理。
3.不会在胶件外观面产生浇口痕迹。
缺点:
1.可能在表面出现烘印。
2.加工较复杂;
3.设计不合理容易折断而堵塞浇口。
应用: 常用于ABS,不适用于POM,PBT等结晶材料,也不适用于PC、PMMA等刚性好的材料,防止弧形流道被折断而堵塞浇口。
7.针形浇口
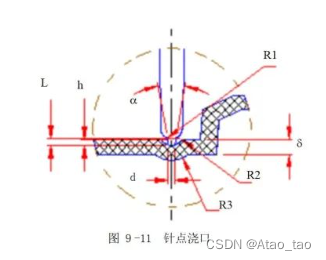
优点:
1.浇口位置选择自由度大
2.浇口和胶件可自动分离。
3.浇口痕迹小。
4.浇口附件应力小。
缺点:
1.注射压力需要较大。
2.一般使用三板模,结构较复杂。
应用: 常用于较大的面、底壳,合理的分配浇口有助于减少流动路径的长度,获得较理想的熔接痕分布;也可用于长桶形的胶件,以改善排气。



![[Spring Cloud] GateWay自定义过滤器/结合Nacos服务注册中心](https://img-blog.csdnimg.cn/fb4fe2cccab34b23b8f372e5850e2ef4.png)