焊接机
一、前定位后焊接
- 两个机台,①极柱定位,相机定位所有极柱点和mark点;②焊接机,相机定位mark点
- 原理:极柱定位在成功定位到所有极柱点和mark点后,可以建立mark点和极柱点的关系。焊接机定位到mark点后,可以通过这个关系计算岀在焊接机的相机轴坐标系下,所有极柱点的坐标。再通过标定关系计算出压头,测高仪,激光头的轴坐标。
- 前提:
1)mark点必须是和极柱点的关系是固定的,是一个刚体
2)焊接机在拍照完,和焊接时候,产品的位置是不变的 - 以单台相机为例,如果存在多相机,以其中一台相机为基准,其余相机标定和基准相机的间距
极柱定位
- 标定方案:
1)相机像素-轴坐标
焊接机
- 标定方案:
1)相机像素-轴坐标
2)相机轴坐标-压头轴坐标:①同轴:标定间距②异轴:标定轴轴关系
3)相机轴坐标-测高仪轴坐标:①同轴:标定间距②异轴:标定轴轴关系
4)相机轴坐标-激光头轴坐标:①同轴:标定间距②异轴:标定轴轴关系
5)相机轴坐标-振镜内部轴标定
标定验证方法
- 相机像素-轴坐标:在相机视野内,找一个圆,用标定参数计算岀相机中心到圆的偏移量。用轴当前坐标加上这个偏移量,就能得到相机去到该圆的中心的轴坐标,然后轴移动到该轴坐标,观察相机中心是否和圆的中心重合
- 相机轴坐标-压头轴坐标 与 相机轴坐标-激光头轴坐标 与 相机轴坐标-测高仪轴坐标:找一个距离原始标定点较远的地方来验证
1)同轴:在相机视野内,找一个参考物(最好是一个点),移动轴让相机对准参考物中心,相机当前坐标加上间距(压头-相机间距),得到压头对准点的轴坐标,然后轴移动到该轴坐标,观察压头中心是否和参考物中心
2)异轴:在相机视野内,找一个最好是一个点,移动轴让相机对准参考物中心,用标定参数计算岀激光头对准点的轴坐标,然后轴移动到该轴坐标,可以打开激光头红光,看红光中心是否和参考物中心重合,如果重合,岀光打一个点,看是否重合。 - 相机轴坐标-振镜内部轴标定:找一个距离原始标定点较远的地方来验证,找振镜可焊范围的五个点,其中一个点作为振镜焊接点(振镜停留在这个坐标进行焊接),移动轴让相机中心对准这五个点,然后移动轴,让振镜停在振镜焊接点,用标定参数偏移量,振镜使用这些偏移量进行出光打点,看焊核中心和点的中心重合
机器人
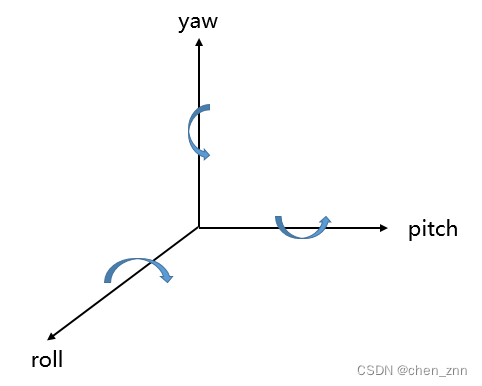
如果轴机构是机器人,则需要考虑机器人姿态,需要按照焊接姿态为准。
假设说相机和测高仪都是安装在机器人上的,则拍照时候和测高时候的姿态都要用焊接的姿态。压头一般不在机器人上,所以不作考虑。
流程:
1)用固定好的机台架子示教好用户坐标系
2)示教好焊接时的姿态,也就是焊接姿态
3)用焊接姿态示教拍照点位
4)用焊接姿态示教测距点位
二、焊接异常
焊偏
由于换算牵涉到极柱定位和焊接机两个机台,是两个轴坐标系之间的换算,偏差在0.8以内是正常的
期间可能出现焊偏,按照以往经验可能是以下原因:
部分焊偏
1、压头压歪产品
现象:部分焊偏
原因:机构没把产品定位好,导致产品在托盘上是松动的,压头把产品压歪了
验证方法:拍照时候,相机定位好的mark点,得到了相机中心对准mark点的坐标。在焊偏后,手动移动机器人这个坐标,看mark点在不在相机中心。
▷应先确定产品在托盘上,托盘在AGV或者流水线上是固定的
整体焊偏
1、拍照姿态和焊接姿态不是同一个姿态(机器人)
现象:焊核总是一致地往某个方向偏
原因:拍照姿态和焊接姿态不是同一个姿态
验证方法:在机器人控制器上观察拍照时候的A1,A2,A3和焊接时候的A1,A2,A3是否一致
▷应先示教好焊接姿态,然后拍照,标定所有操作都要用焊接的姿态
2、相机和振镜间距有偏差
现象:焊核总是一致地往某个方向偏
原因:相机和振镜间距没计算好
其他异常
1、激光打在压头上
现象:焊核不完整
原因:通过标定换算后,压头的中心和焊核中心不一致
▷要以极柱中心为基准,看压头偏还是焊核偏,重新标定一次
2、虚焊
现象:虚焊
原因:测高仪可能没测好,导致激光焦距不符合要求
3、焊黑
现象:焊黑
原因:氮气不足



![神经网络基础[ANN网络的搭建]](https://i-blog.csdnimg.cn/direct/6e73093fdb384490b9c46d9f226c9ba4.png)