关于为什么制造业要上MES,以及有哪些不得不上的理由吗?以下分为三个部分给大家详细讲解。
一、MES是什么?
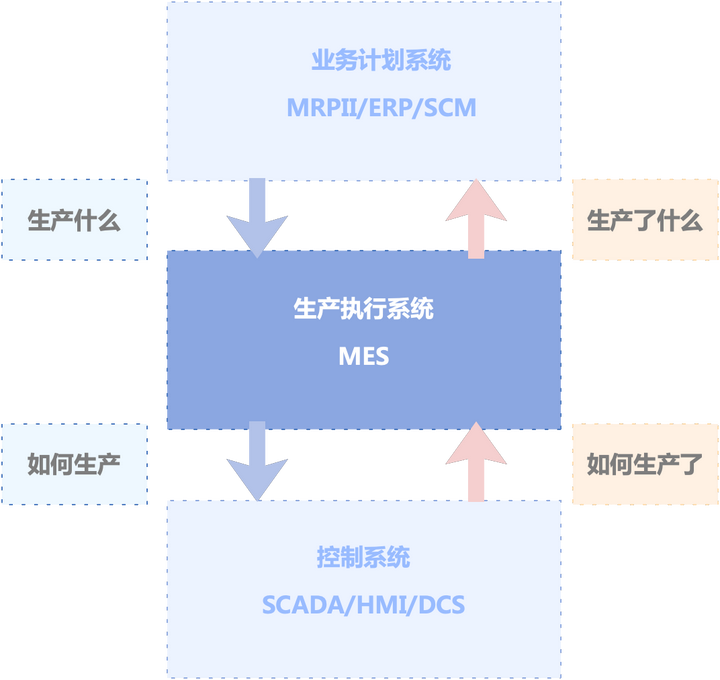
MES是一个综合性系统,连接企业的ERP系统与生产现场操作层面。它通过实时数据采集、分析和监控,将计划与执行紧密结合,确保生产计划准时交付和生产过程精确执行。MES依赖于先进的信息技术、自动化设备和人机界面,实现对生产过程的实时监控、调度和优化。
二、MES主要面向哪些生产难题?
1、生产过程不可见性。
由于生产过程涉及多个环节和部门,往往存在信息传递不及时、数据不准确等问题,导致管理人员难以准确了解生产状态和进度。
2、质量控制难度大。
部分制造业的产品通常具有高度个性化,因此质量控制面临挑战,需要对每个产品进行精细化的质量管理,以确保产品符合客户要求。
3、生产计划与实际情况不匹配。
生产计划通常是提前制定的,但由于市场需求的波动和生产过程中的不可控因素,实际生产情况往往与计划有偏差,导致资源利用不足或过剩。
4、生产数据管理不规范。
生产过程中产生的大量数据往往分散在各个系统和部门,缺乏统一的数据管理和分析平台,导致数据冗余、重复录入以及难以分析利用。

三、MES能给制造企业带来什么价值?
尽管不是所有的制造业都在使用MES系统,但它的应用越来越普遍,并且在许多行业中已经成为标准。MES系统能够为企业带来以下几方面的益处:
1、数据整合与共享。
MES在制造工厂中起到数据整合的作用,将生产线、设备和系统生成的大量数据进行集中管理和分析。它能够整合来自不同源头的数据,并将其转化为有意义的信息,促使各个部门之间的信息共享与协同工作。
2、实时监控与控制。
MES通过实时数据采集和监控,提供对生产过程的可视化展示。它可以监测设备状态、生产进度、质量指标等关键参数,并及时向相关人员提供警报和异常通知,以便快速做出决策和采取行动。
3、生产计划与调度。
MES能够根据订单需求和资源情况,生成有效的生产计划并进行优化调度。它考虑到生产能力、工艺流程和设备利用率等因素,确保生产计划的合理性和准时交付。
4、质量管理与追溯。
MES在制造工厂中起到质量管理的核心作用。它可以监测产品质量指标、收集质检数据,并实施质量控制措施。同时,通过追溯功能,MES能够对产品的整个生命周期进行跟踪与分析,以快速定位和解决质量问题。
5、过程优化与持续改进。
MES通过对生产过程的数据分析和挖掘,识别出潜在的瓶颈和改进机会。它可以提供关键的性能指标和报表,在不断优化生产流程、降低成本和提高效率方面发挥作用。
6、智能决策支持。
基于数据分析和算法模型,MES能够为决策者提供智能化的决策支持。它可以根据实时数据和历史趋势,预测生产需求、资源利用率等关键指标,帮助决策者做出准确的决策,提高企业的竞争力和灵活性。
总体而言,MES在制造工厂中扮演着协调、监控和优化生产过程的关键角色。它通过数据整合、实时监控、质量管理和决策支持等功能,帮助企业实现数字化转型目标,提高生产效率、质量和灵活性,从而适应快速变化的市场需求。
结语:
企业在数字化启动前,除了要规划顶层设计,配备相应的数字化团队,还需要找到合适的数字化工具来帮助企业进行全方位赋能。因为很多时候,合理有效地运用数字化工具,不仅可以让企业业务高效地运行,还能最大程度保证团队目标的达成。
比如我们公司自研的企业级低代码平台:织信Informat,这个平台基于数据模型优先的设计理念,提供大量标准化的组件,内置AI助手、组件设计器、自动化(图形化编程)、脚本、工作流引擎(BPMN2.0)、自定义API、表单设计器、权限、仪表盘等功能,能帮助企业构建高度复杂核心的数字化系统。如MES、ERP、CRM、PLM、SCM、WMS、OA、项目、企业服务等多个应用场景,全面助力企业落地数字化转型战略目标。

不管说得再天花乱坠,都不能代替产品本身,好产品,值得大家切身体验。