众所周知,剃齿加工和磨削加工是两种不同的齿轮精加工方法。剃齿是在热处理前进行的(这也是剃齿加工受限的原因),而磨齿是在热处理之后进行的。近几年来,随着机械加工精度的不断提高、数控机床的不断完善以及加工软件的迅速发展,齿轮精加工技术得以不断发展,齿轮磨削精度、效率和各种功能已达到了极高的水平。由于新型陶瓷和CBN砂轮的使用,无论成形磨削还是展成磨削都获得了很大的进步,因此曾经有人认为,几年以后剃齿加工几乎会完全被磨齿加工取代,因为确实有很多过去用剃齿加工的齿轮现在改用了磨齿加工。但出乎人们的预料,目前在全球的齿轮生产中,剃齿加工还是最主要的齿轮精加工手段。
剃齿工艺与磨齿工艺的对比
齿轮剃齿工艺与齿轮磨削工艺并存的原因有很多:
(1)传动噪音的降低
造成传动装置噪音的原因主要有:
①齿轮的精度(包括齿形、齿向、齿距等);
②装置的精度(箱体孔系精度、中心距及其变动量);
③变速箱的结构(传动的刚性及变形)等。
一直以来,齿轮生产商完全依赖齿轮磨削加工以改善整个齿轮的质量。但尽管磨削加工工艺在保证齿轮加工精度方面几乎完美无缺,可惜的是其加工费用及投资成本很高,难以用较低的成本获得高质量的齿轮。另一方面,高精度的齿轮并不一定会保证传动噪音的降低。
随着数控剃齿技术的发展,借助于先进的数控剃齿刀磨床,如今我们可以在几十分钟内完成各种修形剃齿刀的磨削。与此同时,现在的剃齿机床通过程序可以控制所有的动作。也就是说,目前我们已有能力实现几年以前还无法实现的剃齿加工。虽然一些齿轮热处理后的质量还无法全面控制(淬火会造成某些齿轮、特别是结构不匀称的齿轮的变形,常见于车辆及拖拉机的变速装置),但我们通过将剃齿精度控制在5级并设置剃齿的反变形措施,可以将汽车齿轮、尤其是那些用于自动变速器中的行星齿轮的热处理变形降到最低,从而稳定齿轮的成品尺寸。
采用先进的剃齿加工工艺可将齿向精度提高2~3个等级(DIN标准),把齿形精度提高2~3个等级(DIN标准),把齿距的精度提高1~2等级(DIN标准),使剃齿表面粗糙度接近磨削加工表面粗糙度(Ra0.4~0.6μm),通过细致的剃前及剃齿加工得到5级精度(DIN3962)的齿轮(齿轮的内在特点应该符合剃齿加工的使用情况)。
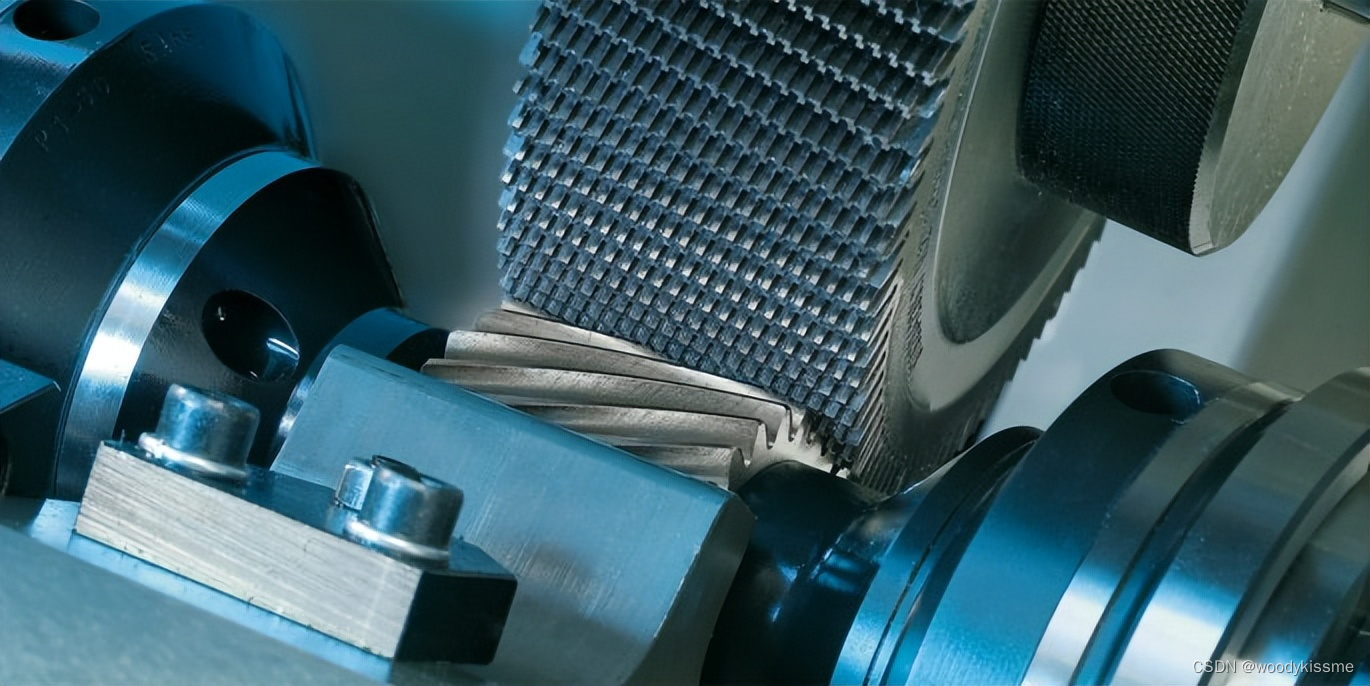
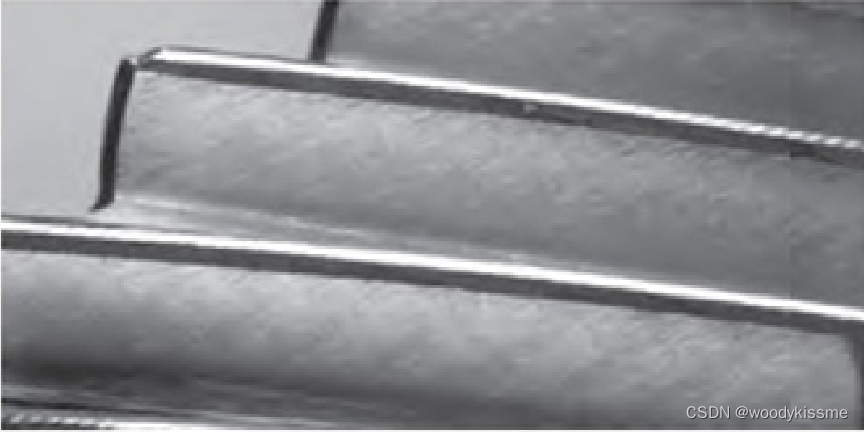
为了降低齿轮的啮合噪音,我们通常要考虑到齿形和齿向的理论标准与实际情况。在剃齿生产时,必须检查啮合齿轮的啮合状况,有时还需进行齿形的特殊修形,以降低传动噪音。现在有了全数控剃齿刀磨床,这样的修形是很容易实现的。下面是两张剃齿加工后齿轮的齿面图片:
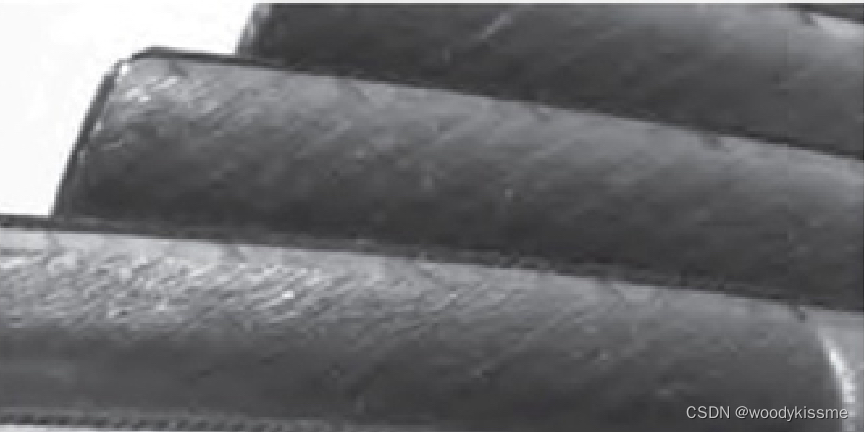
下面是刀具刀刃磨损后剃出的效果:
(2)热处理变形的消除或减小
在中、大规模的生产中,通过分析研究因热处理造成的齿轮齿形及齿向的变形,可以在剃齿加工期间加以补偿量(反变形),以达到消除或减小热处理变形的目的。
由于理论齿向会与实际测量的齿向有差别,因此通过对剃齿加工工艺剃齿参数及特殊剃齿刀的各方面控制,达到理想的齿轮齿向精度,同时降低传动噪音,实现用低成本的剃齿工艺加工出与高成本磨齿工艺加工的相同质量的齿轮,满足各种变速齿轮的质量要求。

(3)数控机床剃齿加工工艺的优势
①可完成各种齿形、齿向修形,获得具有高精加工表面、良好齿形的齿轮;
②剃齿作为一种被广泛采用的齿轮加工工艺,具有加工过程灵活而迅速、生产效率高、自动化程度高等特点。可以将剃齿机床插入自动生产线;对刀具可实现物尽其用;
③加工费用低(包含机器折旧与工具费用),维修费用低,可降低成本。(4)齿轮剃齿工艺的适用范围根据齿轮标准DIN3962,剃齿工艺的主要适用范围为:
①DIN7~8等级:使用范围:质量要求不高的工业车辆、农业机械、拖拉机和机床齿轮;汽车变速箱、低速的减速器等;
②DIN6等级:首先通过剃齿加工达到5级精度,则热处理后达到6级是很容易实现的。使用范围:各种汽车(包括质量要求较高的汽车)的变速箱,工业车辆、机床、减速器用齿轮。这是应用最广泛的精度等级;
③DIN5等级:在剃齿加工后,通过对热处理变形的控制,保证经过热处理后的齿轮成品精度不会改变。使用范围:飞机的齿轮系,高品质汽车,公共汽车,卡车,量仪等。
除此以外,有一些齿轮因不能磨削,也需要采用剃齿工艺来加工,如与大齿轮相连的小齿数齿轮或带台肩的齿轮、同步器等零部件。例如变速箱二轴的剃齿加工,被剃齿轮主要是用于车辆的传动装置。由于二速齿轮不能磨削,因此必需剃齿(一般来说用插齿刀加工的齿轮都不能采用磨削加工)。
当然,对一些传动极大力矩的齿轮系(如重型卡车等)而言,尽管采用剃齿工艺同样可以得到最终要求的精度,但目前多是经过成形磨削加工的。这是因为成形磨削使齿轮的根部圆滑过渡,使齿轮变得更坚固,传动中打齿的风险也大大减少,因此较大模数(4~8mm)的齿轮通常采用磨削加工。此外,DIN4等级以上的齿轮必须要采用磨削工艺。
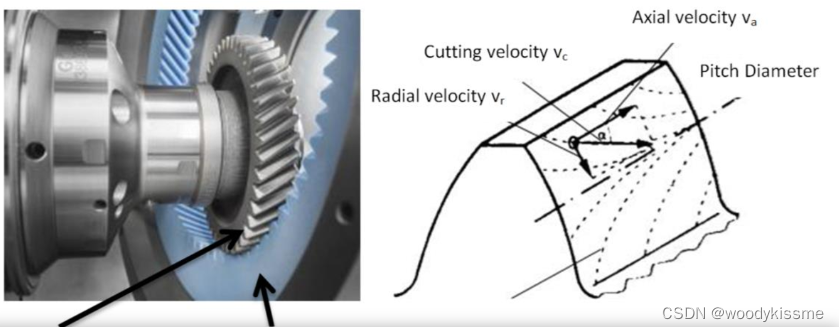
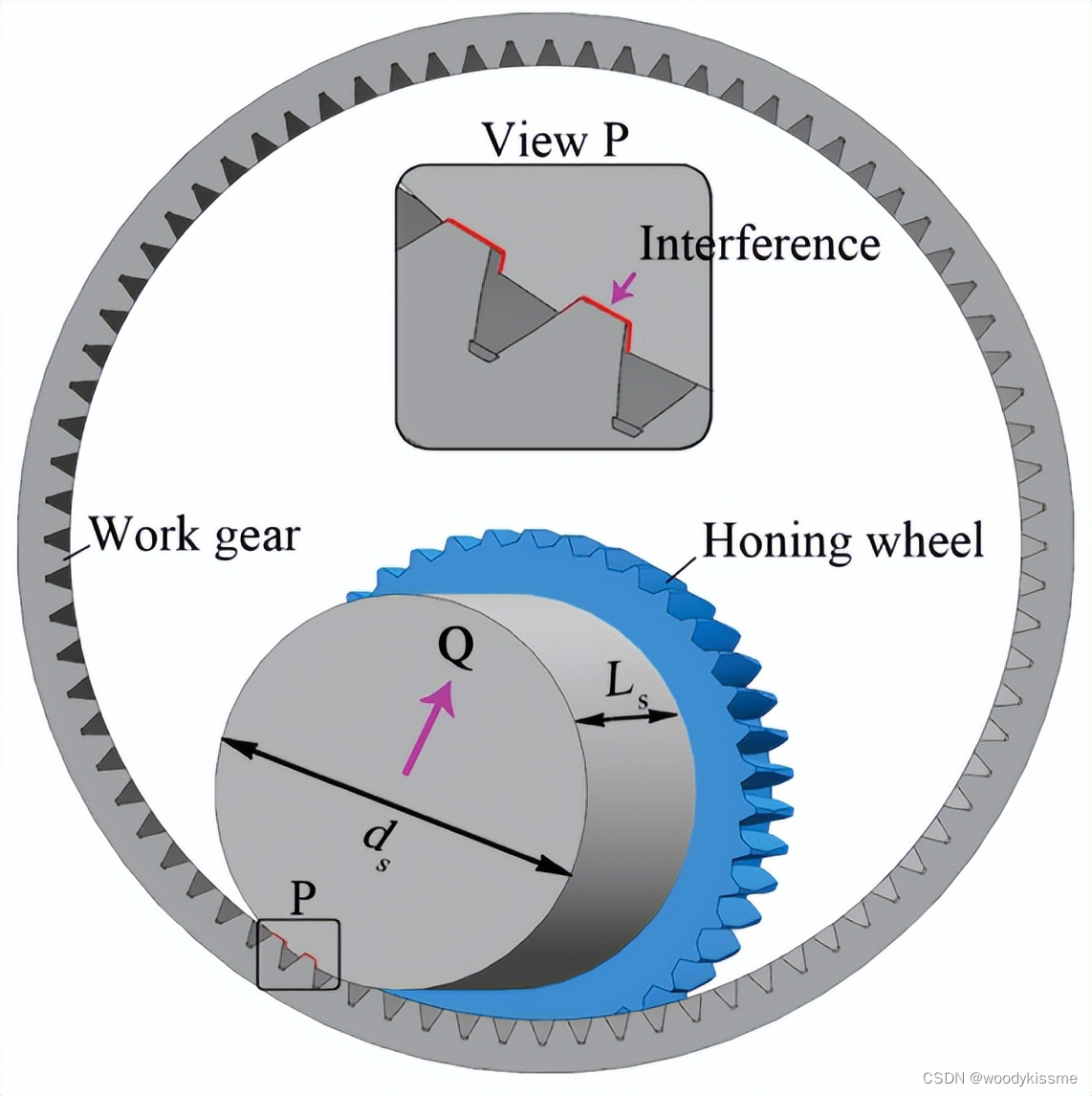
近年来一项快速发展的新工艺———内珩磨工艺推动了齿轮剃齿工艺的大量采用。由于CBN砂轮珩磨加工去除的金属材料不多,珩磨齿轮的珩前误差也不能很大,同时CBN砂轮的价格非常昂贵,如果热处理造成的齿轮变形很大,为了便于切除材料,应在热处理前用具有变形补偿的剃齿工艺切除较多的余量,并有效减少热处理变形,这将有助于热处理后的珩磨加工。
(5)对比实例
同样加工自动变速用的行星齿轮,采用磨削工艺可以在大约一分钟内获得5级(DIN标准)齿轮;而采用剃齿加工获得同样等级的齿轮所需加工时间比一般磨削的减少13~15s。此外,剃齿加工仅仅需要一台机床,而磨削加工却至少需要三台机床,所以选择磨削加工的成本也是剃齿加工的两倍。
鉴于上述情况,在选择齿轮加工工艺之前,首先应估算所有费用和利润。虽然剃齿有着很多优点,但是在如今的市场环境中,剃齿逐渐萎缩,剃齿修磨技术断层是不争的事实,齿轮大厂几乎都采用了磨齿工艺,下期咱们聊一聊磨齿的相关内容。
我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!



![正点原子[第二期]Linux之ARM(MX6U)裸机篇学习笔记-6.4--汇编LED驱动程序](https://img-blog.csdnimg.cn/direct/487de93cb8a744e68029b0290f7d918d.png)