检测内容
笔芯内径机器视觉测量系统
检测要求
精度±0.03mm,速度120~180个/分钟
视觉可行性分析
对样品进行了光学实验,并进行图像处理,原则上可以使用机器视觉系统进行测试测量。
结果:
对所有样品进行分析,可以在不同的光照与位置下测量出笔芯的内径。
使用的LED光源、工业相机、工业镜头等硬件的具体信息,请参看下面的内容。
测试条件:
产品测试时,视场留有一定的包容空间,但这不意味着在视场内就一定能得到非常准确的测量数据。原则上需要机器视觉系统有较精密的定位与固定装置。
使用硬件:
LED光源:CSR-5060-DRLR 2个
光源控制器:CSR-24T2-SPV 1个
工业相机:AVT Guppy F-146 2个
相机电缆:3米1394A线 2条
图像采集卡:1394A卡 1块
工业镜头:Computar TEC M55 2个
光学延长管:40mm 2个
安装条件:
以产品为中心,两边对称,每边分别有一个LED光源、一个工业相机、一个工业镜头、一个光学延长管,两路影像系统共用一个频闪控制器,一块图像采集卡。
光源工作距离:25~30mm,指光源发光表面到目标表面的距离
相机工作距离:100~105mm,指相机镜头表面到目标表面的距离
视场:10*7.5mm
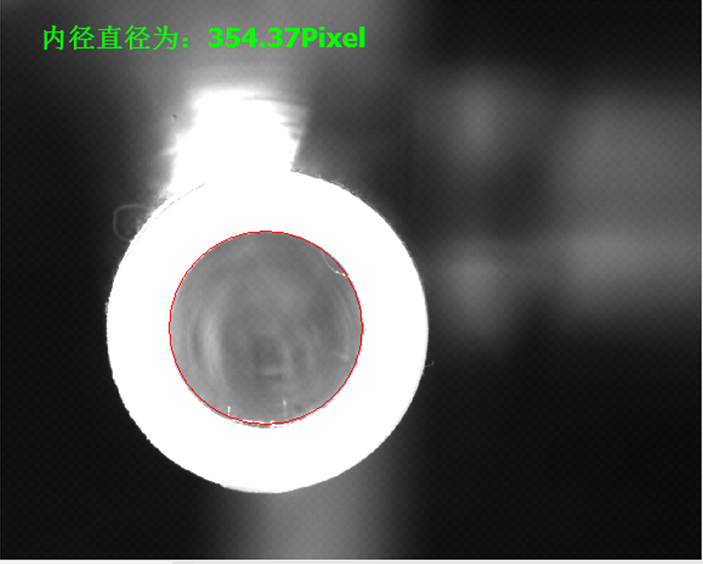
测试照片:
不同产品的测试结果:
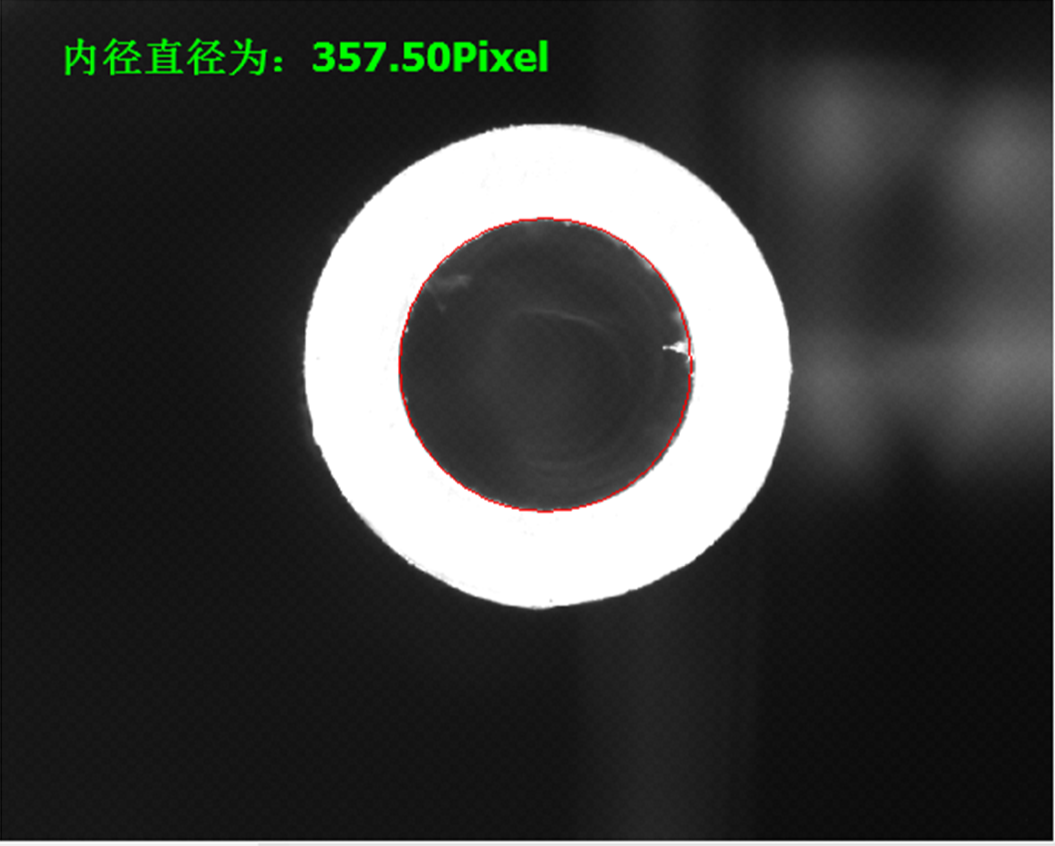

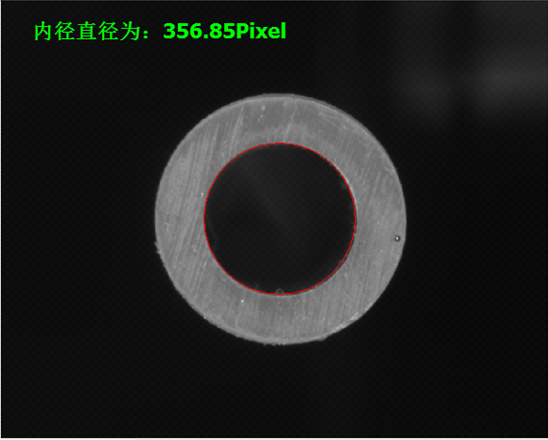
不同的产品,测量的数据只能作为参考。但是我们可以看到,即使内径有毛刺,也可以对内径进行比较准确的测量,但是当毛刺比较大时,会对内径的测量造成一定的影响。
同一产品不同亮度:



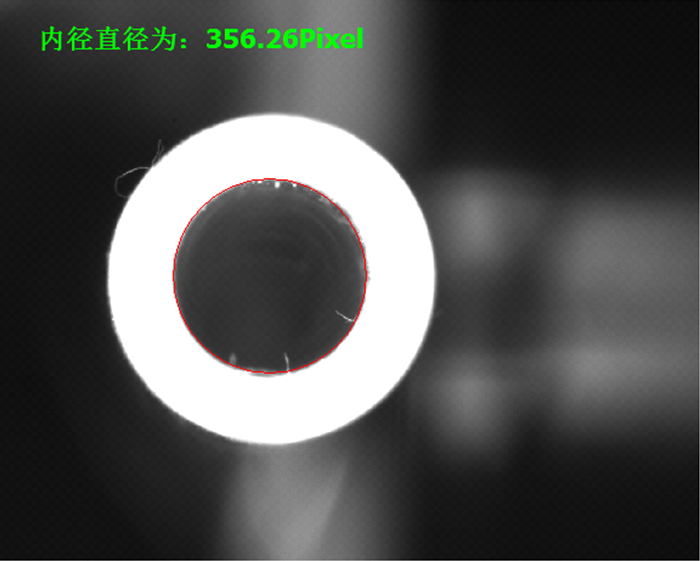
同一产品在不同亮度测量,测量的结果基本上保持一至,在没有曝光过度时,甚至无变化。
同一产品相同亮度不同位置:



同一产品在不同位置的拍摄效果可以看到,会有约3个像素的变化,这个是系统的重复精度。即当产品在不同的位置以不同的角度拍摄时,其重复测量的精确度。重复精度越高对机器视觉系统的稳定性越好。