首先给大家推荐本书:

认识
加热炉是是把坯料加热到均匀的、适合轧制的温度(奥氏体组织)。温度提高以后,首先是提高钢的塑性,降低变形抗力,使钢容易变形。
钢坯加热模型。如T12钢室温下变形抗力约为600Mpa,加热到1200℃时变形抗力下降到30Mpa左右,只相当室温下变形抗力的二十分之一。
原理
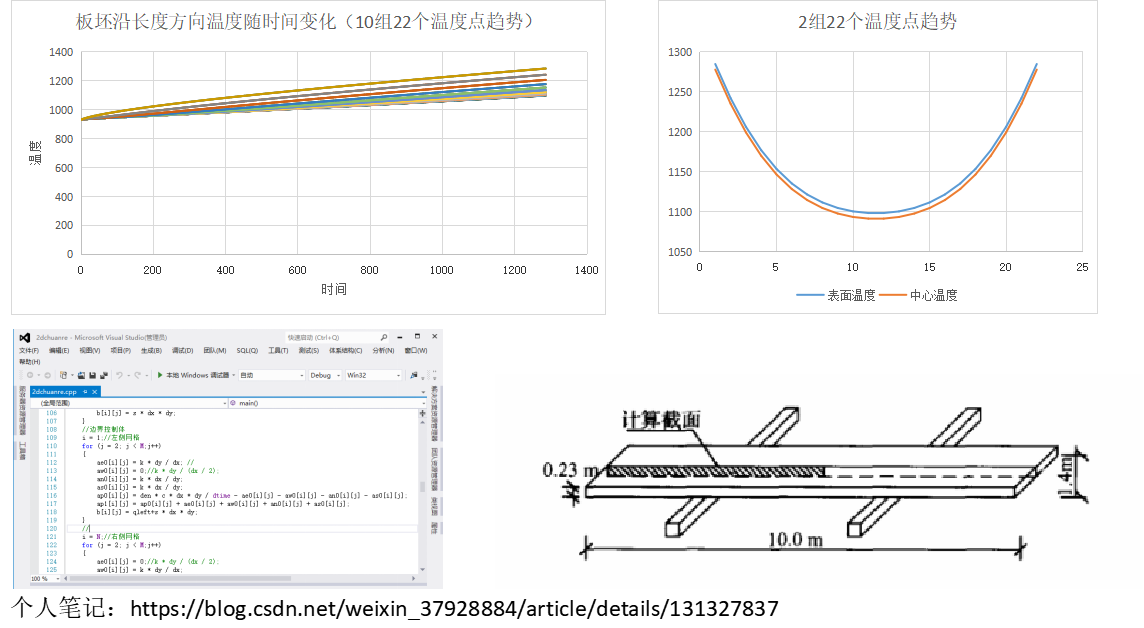
钢坯的加热温度包括表面温度、沿断面上的温度差及沿坯子长度方向上的温度差。钢坯在炉内的最终加热温度是考虑了轧制工艺、轧机的结构特点以及炉子的结构特点等实际情况后规定的。加热到规定温度所需时间,取决于钢坯的尺寸、钢种、采用的温度制度及一些其他条件。
钢坯在炉内以对流方式和辐射方式得到热量,前者是炉气冲刷钢坯表面;后者是炉气和炽热的炉衬辐射热。我们加热炉沿长度方向上分三段控制:即预加热段、加热段和均热段。钢坯进入加热炉预热段,热流逐渐增大,钢坯到二加热段,热流基本保持不变,钢坯到均热段,热流逐渐减小。钢坯在均热段内,钢坯表面温度基本保持不变,而断面温差逐步缩小,钢坯表面得到的热量以热传导的方式向内部扩散。传给钢坯表面的热流越小、受热面积越大、钢坯的断面尺寸越小、钢的导热率越大,断面温差就越小。一般断面大的钢坯要比断面小的钢坯加热时间要长,合金钢要比碳钢的加热时间要长。

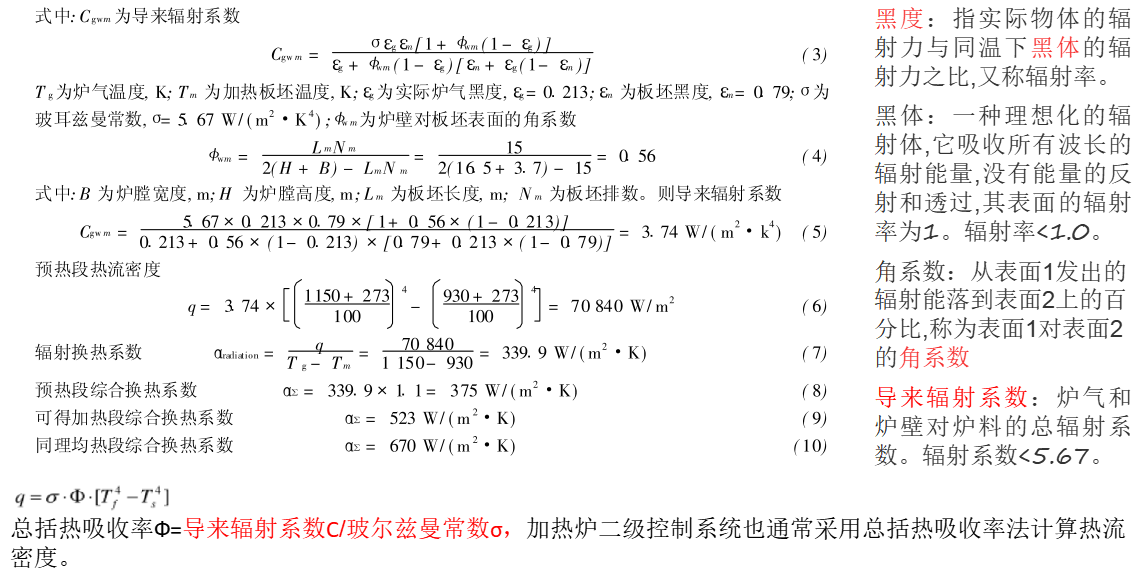
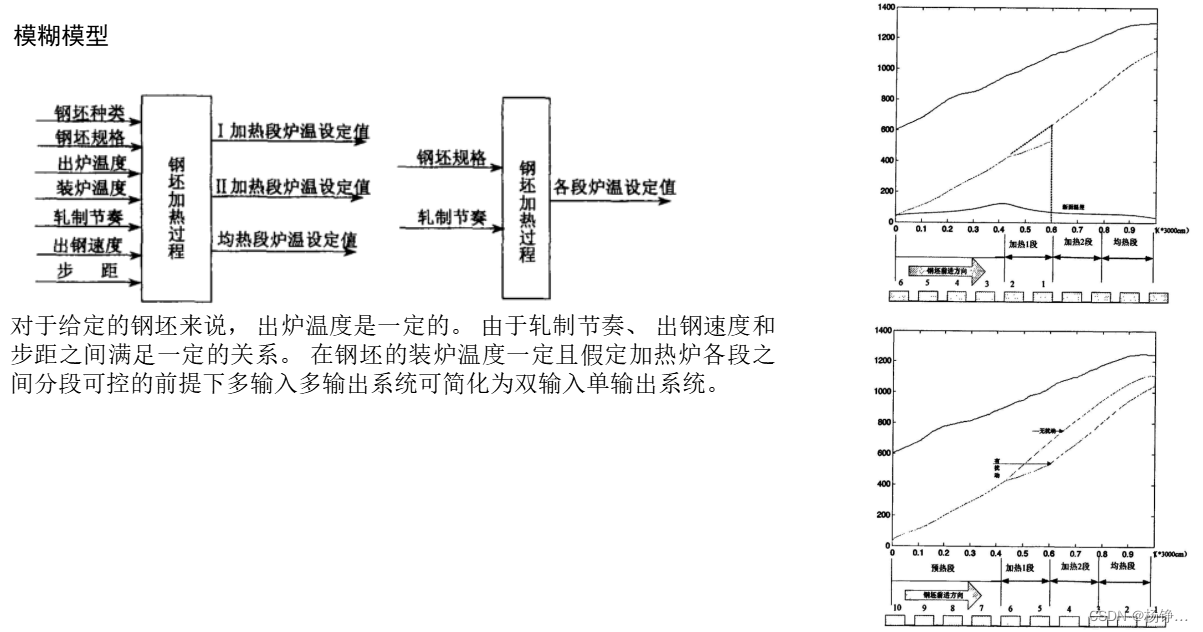
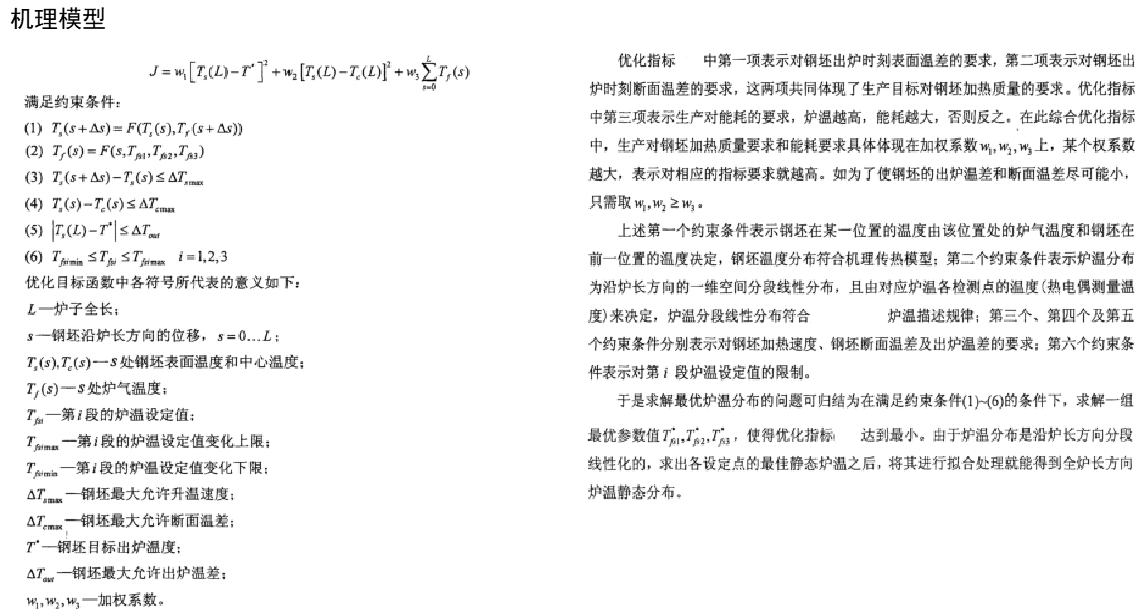
炉温设定模型
仿真