目录
第1章 激光焊接过程监控系统LWM概述
第2章 产品特性与功能
2.1 生产相关的信息
2.2 原始信息检测
2.3 焊接质量分析信息
2.4 缺陷报告与生产控制
2.5 LWM给客户带来的好处
2.6 适用范围
2.7 人机界面 (HMI)
第3章 焊接质量检测的原理
3.1 基本原理
3.2 技术规格
3.3 缺陷分析
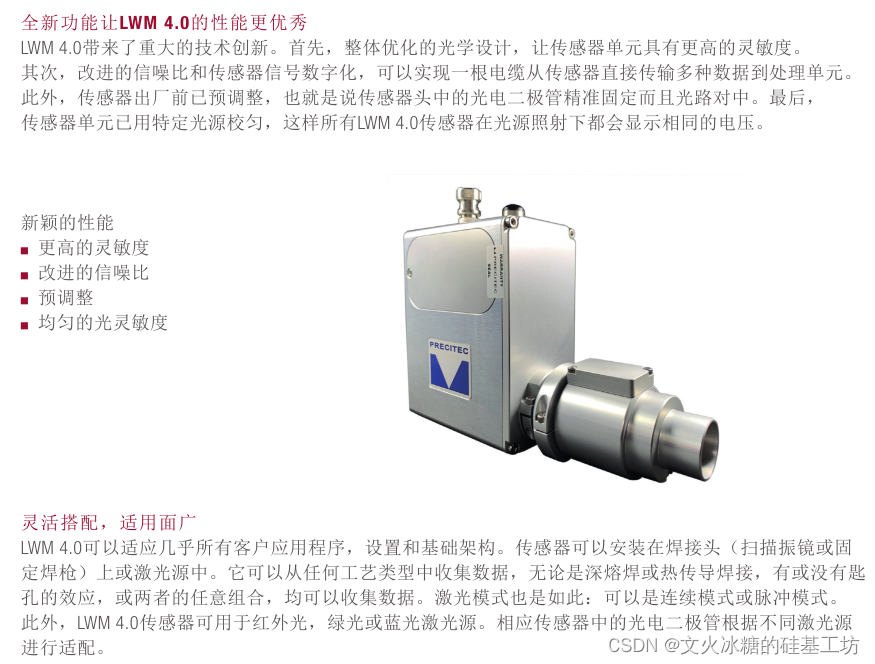
3.4 技术创新
第4章 LWM系统组成
4.1 传感器构成
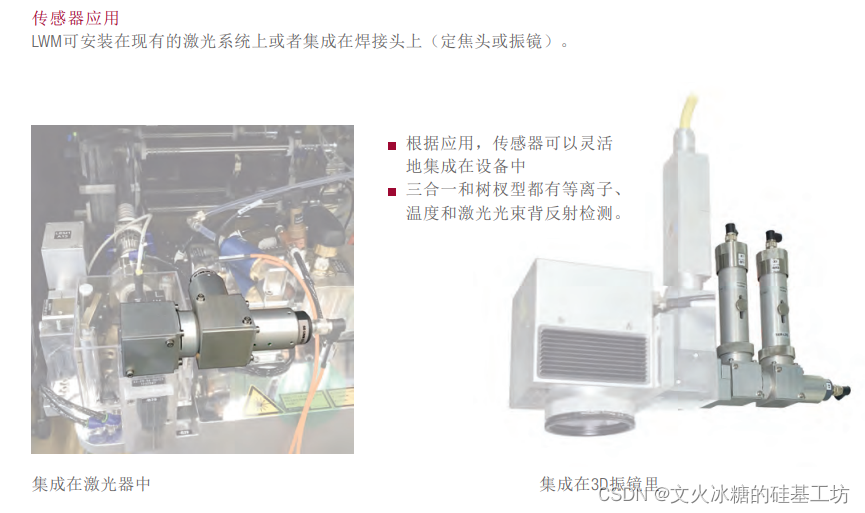
4.2 传感器与激光焊接系统的集成
4.3 其他系统外围设备
4.4 软件与焊接过程可视化
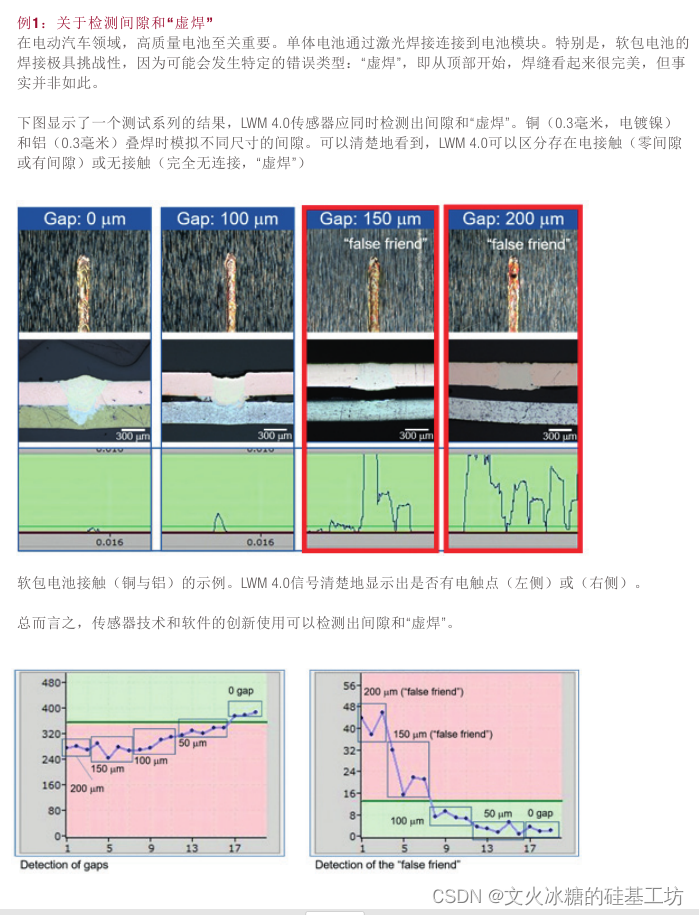
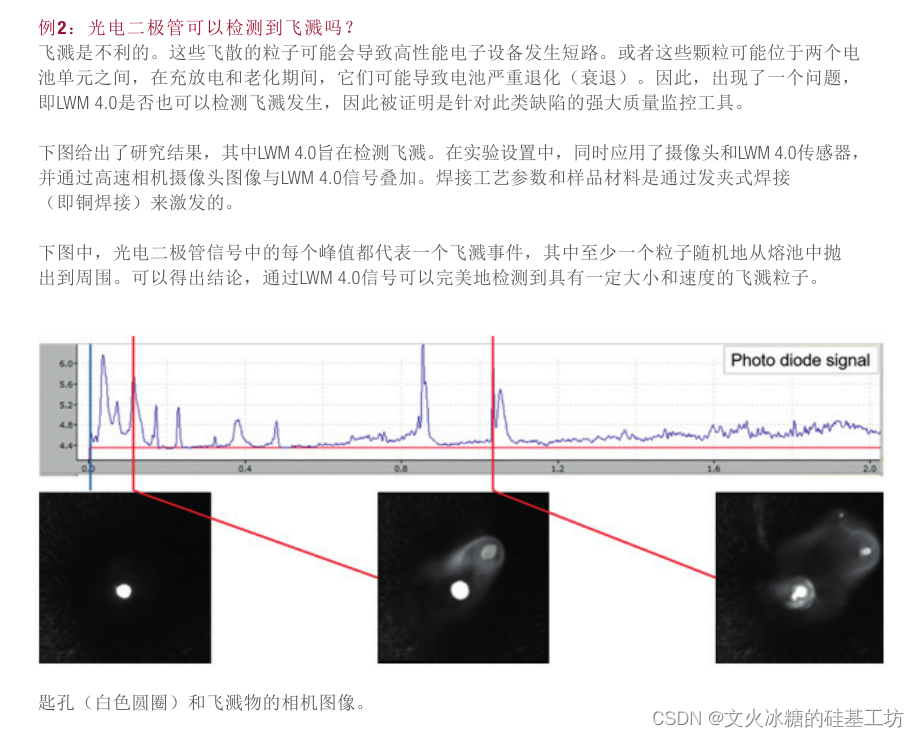
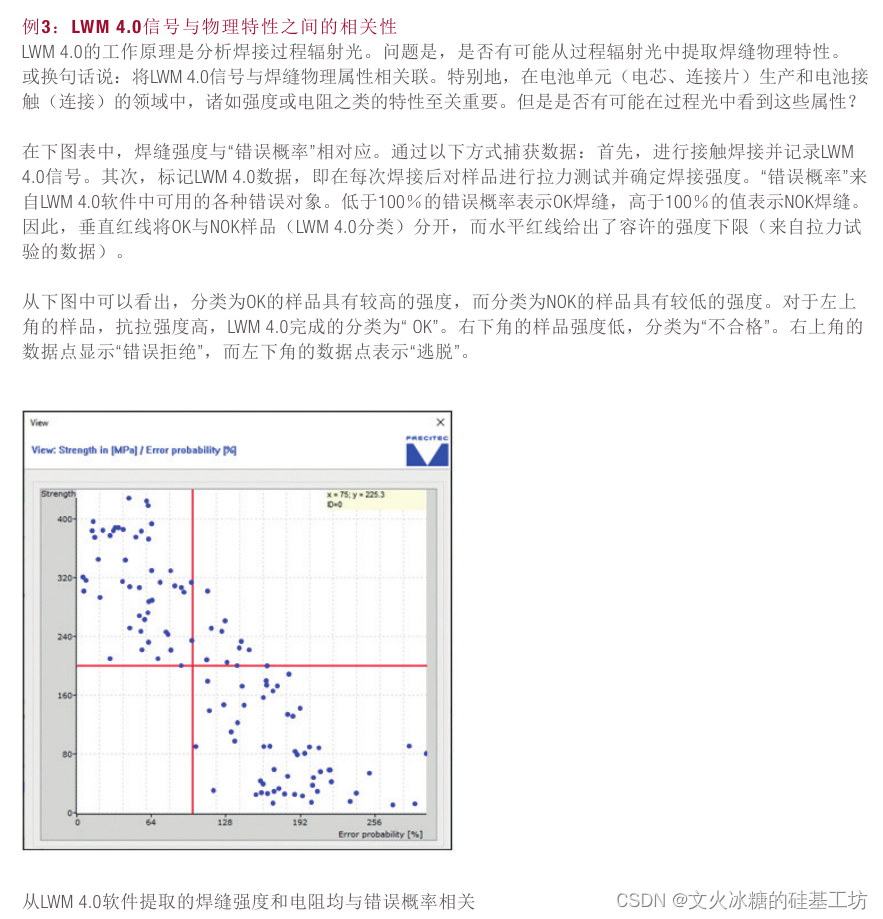
第5章 案例分析
附录:
1. 采样率
第1章 激光焊接过程监控系统LWM概述
LWM: Laser Welding Monitor => 激光焊接过程监控系统

激光焊接实时监控系统LWM是一种应用在连续生产中的焊接质量的实时监控系统。它能够实时、在线、反馈焊接质量和生产相关的信息。
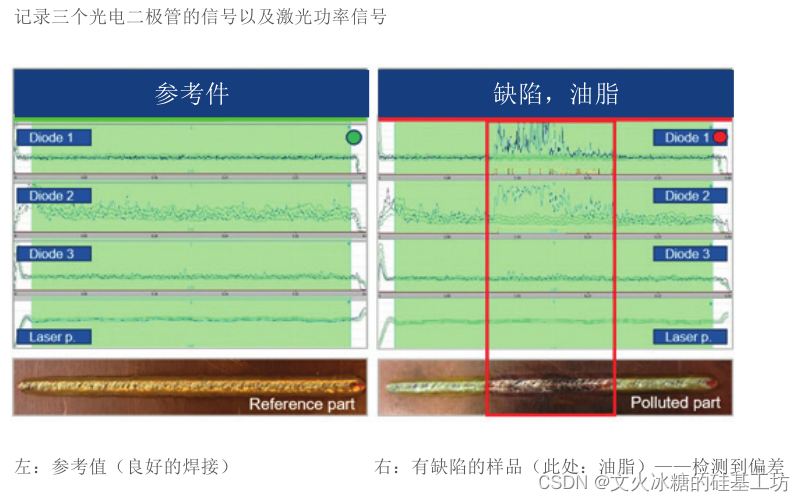
激光功率、焦点位置、焊缝深 度以及保护气体供应和流量大小都能被检测到。除了局部焊接缺陷,比如熔 合不充分外,LWM还可探测诸如焊接接口毛刺等组件缺陷和加紧装置上的缺陷。LWM通过对等离子体、热辐射和激光光束背反射基于时间的变化来实时 监控焊接的质量。在焊接过程中,LWM会比较收到的信号和参考值,然后将 偏差实时报告给焊接设备。
第2章 产品特性与功能
LWM属于非接触式焊接质量检测。
信号记录以及基于符合实际焊接过程的计算方法,可以提供多种缺陷信息,如穿透深度、焊透、焊接缺陷、焊缝位置、焊缝小孔、飞溅物等。
2.1 生产相关的信息
- 激光功率
- 焦点位置
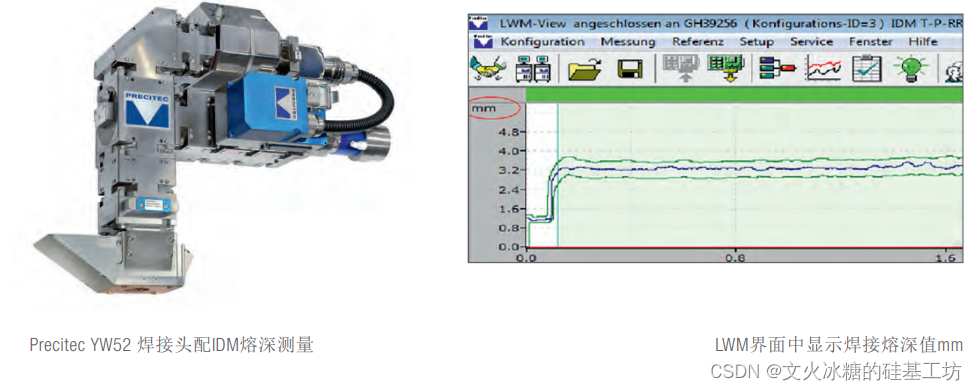
- 焊缝深度
- 保护气体供应量
- 流量大小
- 焊缝位置
2.2 原始信息检测
- 热辐射
- 激光光束背反射
- 等离子辐射信号
2.3 焊接质量分析信息
- 局部焊接缺陷,比如熔合不充分
- 焊接接口毛刺等组件缺陷
- 加紧装置上的缺陷
- 焊缝小孔
- 飞溅物
2.4 缺陷报告与生产控制
- 可视化显示
- 告警
- 偏差实时报告给焊接设备,立即停止问题工件的生产。
2.5 LWM给客户带来的好处
(1)批量生产中进行质量全检测
- 提高交付产品的质量,提高客户满意度
- 实时监测焊接瑕疵,实现零缺陷
- 100%记录焊接过程信号且可本地存储
- 集成的数据可视界面 具备可追溯性
(2)促进生产过程的经济高效
- 实时检测和报警问题工件
- 立即停止问题工件的生产 // 需要与激光焊接系统对接
- 避免产品召回问题,提高生产效率
- 保证生产持续稳定性,避免产品质量波动
- 避免不良品率
- 产品质量和报警信号的可视化分析
- 减少生产中断
- 无需目测和破坏性检测 (无损检测)
2.6 适用范围
激光焊接实时监控系统LWM可应用于多种焊接过程:
- 深熔焊接
- 热传导焊接
- 脉冲激光
- 连续激光
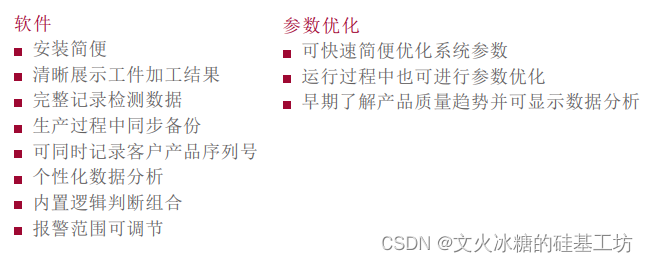
2.7 人机界面 (HMI)
- 方便集成于现有的激光系统
- 用户界面的图形化显示 (GUI) 系统参数优化
- 远程维护 //支持TCP/IP协议
- 系统易于维护
- 可集成于质控系统中 //能够与生产质量监控系统MES对接
- 实时显示功率变化成为可能
第3章 焊接质量检测的原理
3.1 基本原理
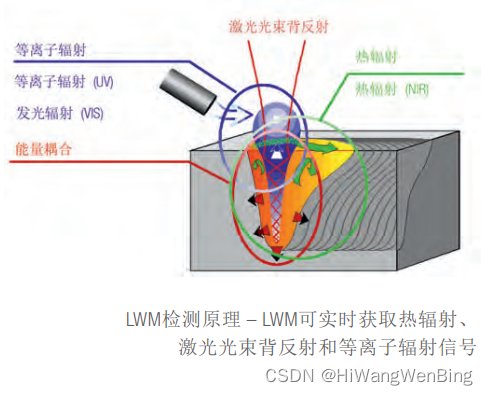
LWM通过对等离子体、热辐射和激光光束背反射,基于时间的变化来实时监控焊接的质量。
在焊接过程中,LWM会比较收到的信号(离子体、热辐射和激光光束)和合格产品的信号参考值,然后,将偏差实时报告给焊接设备。
- 三种信号检测:等离子体、热辐射和激光光束背反射。
- 实时分析:
- 偏差报告:LWM将实时偏差报告给焊接设备。
- 焊接设备:采取行动实时报警或调整焊接?
3.2 技术规格
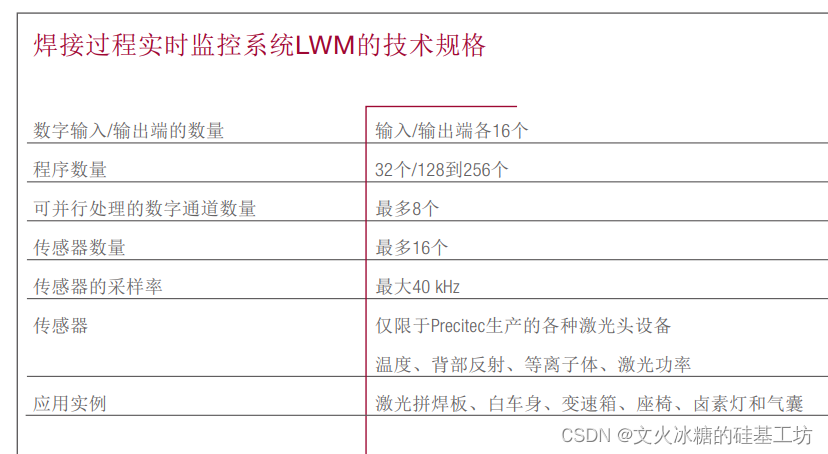
(1)传感器(最大16个)
- 激光功率 (1路)
- 温度
- 激光背部反射(3路)
- 等离子体
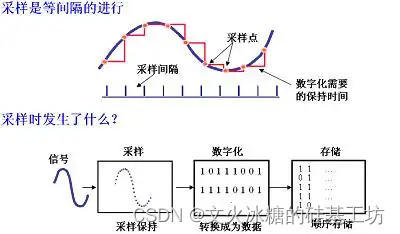
(2)传感器模数转换的采样率
- 最大40KHz =》1秒中40K个采样点,采样周期T=0.025ms = 25us
备注:
采样频率,也称为采样速度或者采样率。它定义了单位时间内从模拟-连续信号中提取并组成离散信号的采样个数,它用赫兹(Hz)来表示。
采样频率的倒数是采样周期或者叫作采样时间,它是采样之间的时间间隔。
通俗的讲采样频率是指计算机单位时间内能够采集多少个信号样本。
(3)数字信号处理的并行通道
- 8个通道 // => 8个并行通道可能是DSP或FPGA进行并行计算的。
3.3 缺陷分析
3.4 技术创新
第4章 LWM系统组成
LWM系统可以集成在光纤激光器、碟片激光器、二极管激光器和CO2 激光器中。
LWM中的核心原件是传感器,它能够实时获取热辐射、激光光束背反射和等离子辐射信号。
4.1 传感器构成
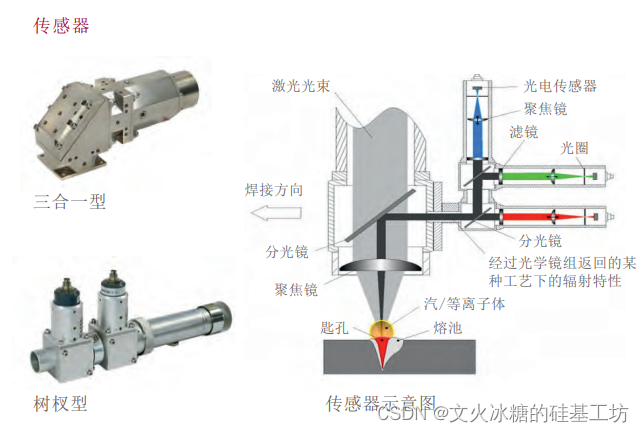
三合一信号检测:
- 等离子辐射信号检测
- 热辐射温度检测
- 激光光束背反射信号检测
4.2 传感器与激光焊接系统的集成
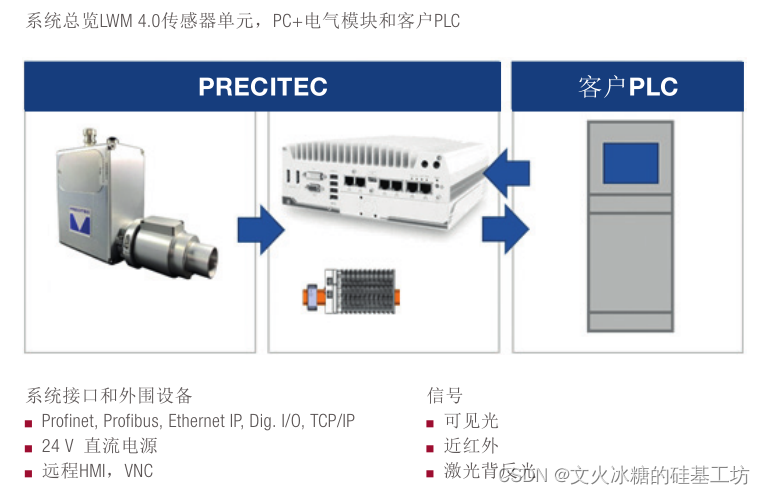
4.3 其他系统外围设备
- 适配行业标准接口 // RS232、RJ45,
- 先进的通讯接口,现场总线和I/O接口
- 根据客户需求,可将硬件集成在交互柜、终端控制盒或者集成商设备中
- 24伏技术 // 24V直流供电
4.4 软件与焊接过程可视化

第5章 案例分析
附录:
1. 采样率
通俗的讲采样频率是指计算机单位时间内能够采集多少个信号样本,比如对于波形记录而言,此时采样频率可以是描述波形的质量标准。
采样频率越高,即采样的间隔时间越短,则在单位时间内计算机得到的样本数据就越多,对信号波形的表示也越精确。
采样频率与原始信号频率之间有一定的关系,根据奈奎斯特理论,只有采样频率高于原始信号最高频率的两倍时,才能把数字信号表示的信号还原成为原来信号。
在科学领域,常用的采样率有:
30 Hz (30 fps) - 普通摄像机的帧率
60 Hz (60 fps) - 人眼的理论帧率
960~1920 Hz (960~1920 fps) - 手机慢动作摄影帧率
10 kHz (10000 fps) - 高速摄影机帧率
4.2 MHz - PAL图像信号采样率1
5.5 MHz - PAL图像信号采样率2
5.6 MHz - PAL图像信号采样率3
6.2 MHz - NTSC图像信号采样率
8.0 MHz - SECAM图像信号采样率
13.5 MHz - CCIR 601、D1 video
4.0 GHz - 计算机CPU能够处理的理论最高采样率
256 GHz - 示波器能达到的最高采样率
1.6 PHz - 要完整记录可见光波形所需要的最低采样率(科技水平尚未达到)
41.3 PHz - 观察原子级别运动所需要的采样率
1.85×1043 Hz - 普朗克频率(宇宙的采样率)
采样频率越高,获得的波形质量越好,占用存储空间也就越大。



![[附源码]计算机毕业设计基于vue+mysql开发的考试系统Springboot程序](https://img-blog.csdnimg.cn/3c4d26c146324d7db9fb6c118af1b571.png)