可变轴轮廓铣_刀轴
刀轴是可变轴轮廓铣最重要的核心参数之一,控制好刀轴对生成的刀路质量至关重要。UG NX可变轴轮廓铣提供了非常丰富的刀轴控制方法,常用的包括远离/朝向直线(点)、相对于/垂直于驱动体、侧刃驱动体、插补等,相同的模型用不同的刀轴控制方法会产生不同的刀路结果。另外,驱动方法、刀轴和投影矢量三个参数相辅相成,通过不同的搭配会有不同的结果,因此,在学习过程中应结合三个参数来一起学习。
一、远离/朝向点
- 含义
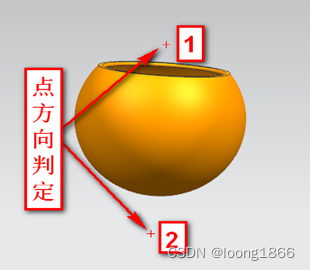
远离点:在加工过程无论刀具身在何处,其刀尖始终指向一个点,适合加工零件外表面。
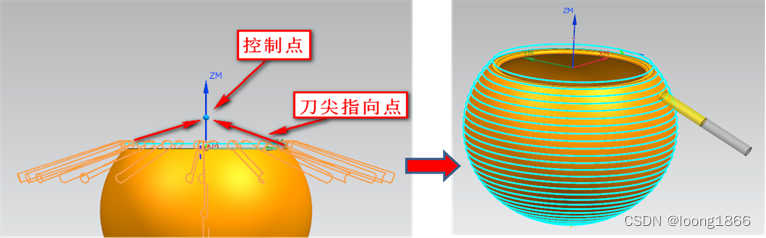
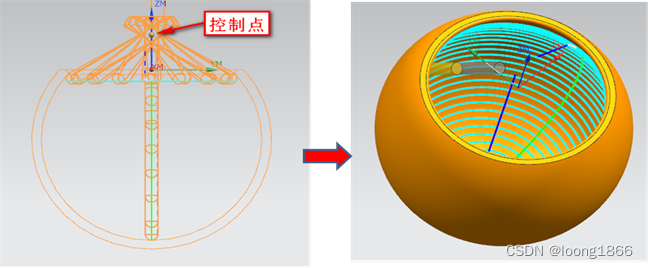
朝向点:在加工过程无论刀具身在何处,其刀柄始终指向一个点,适合加工凹槽类零件。
- 重要参数
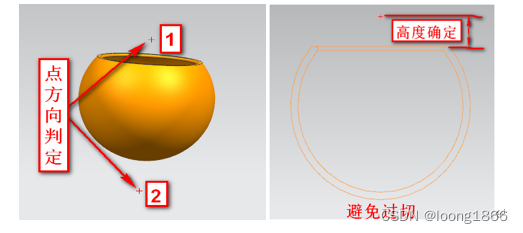
1)控制点
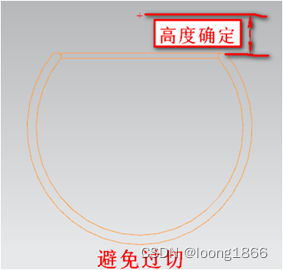
控制点确定主要包括点所处方向的确定及点距离加工表面高度的确定,遇到较特殊的模型可以用几何方式来计算,一般遵循两个原则:一是保证刀具能够完全切削;二是保证刀具不发生碰撞。
2)远离/朝向点属于五轴联动加工,每个点位的变化都有两个旋转坐标在变化,因此四轴机床加工不适合用该刀轴方法。
二、远离/朝向直线 (四轴加工最常用的刀轴方法)
- 含义
远离直线:在加工过程无论刀具身在何处,其刀尖始终指向一条直线,适合加工零件外表面。
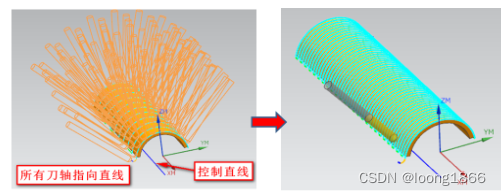
朝向直线:在加工过程无论刀具身在何处,其刀柄始终指向一条直线,适合加工零件内表面。
- 重要参数
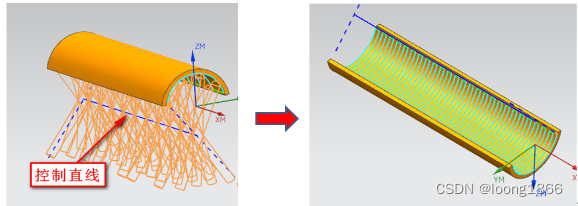
1)控制直线
控制直线确定主要包括直线所处方向的确定及直线离加工表面高度的确定,遇到较特殊的模型可以用几何方式来计算,一般遵循两个原则:一是保证刀具能够完全切削;二是保证刀具不发生碰撞。
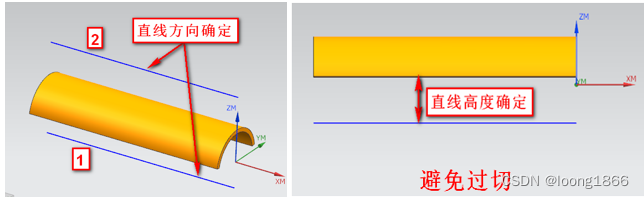
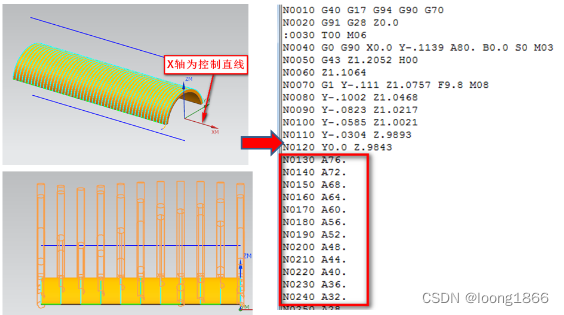
2)当控制直线与机床旋转轴(编程坐标中的X或Y轴)重合时,为四轴加工,这是四轴加工最为常用的刀轴控制方法。
三、垂直/相对于驱动体
- 含义
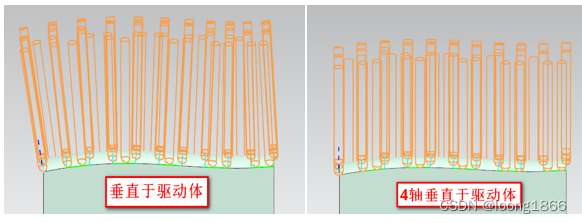
垂直于驱动体:在加工过程无论刀具身在何处,其刀轴始终保持与曲面法向一致。
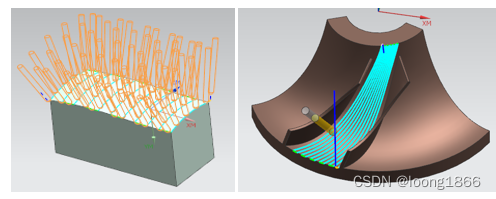
相对于驱动体:在垂直于驱动体的基础上增加前倾角和侧倾角的控制。
- 重要参数
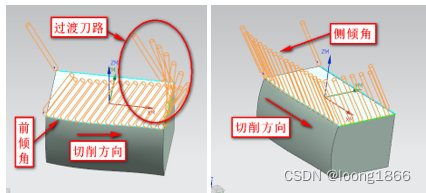
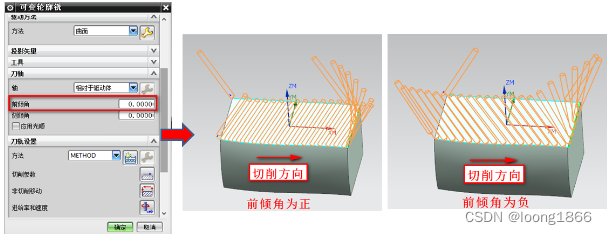
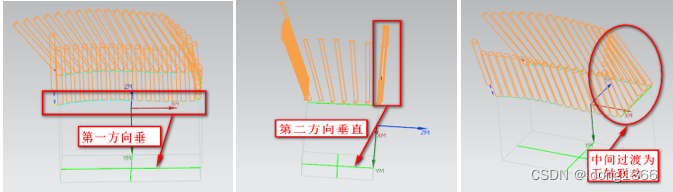
1)前倾角。前倾角是刀具切削移动方向的倾斜角,包括正负两个方向的倾斜,当角度值为正值时,刀具向前倾斜(拉着走),当角度值为负值时,刀具向后倾斜(推着走)。一般推荐使用正角度。
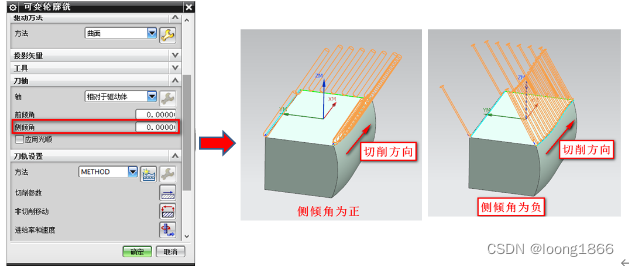
2)侧倾角。侧倾角是沿刀具切削移动方向左右两侧的倾斜角,包括正负两个方向的倾斜角,方向判断如下图所示。
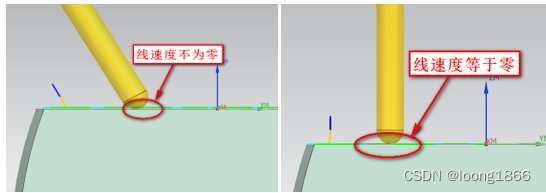
3)倾角的作用。通过刀具倾斜可以改变刀具与加工表面的接触位置,从而优化切削质量。如下图所示通过刀具倾斜可以有效避免零线速度切削。
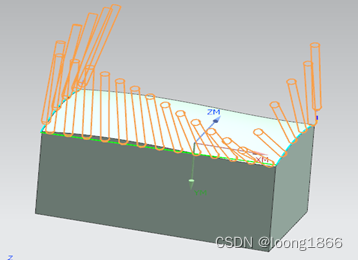
四、4轴垂直/相对于驱动体
- 含义
4轴垂直于驱动体:在加工过程无论刀具身在何处,其刀轴始终保持与曲面法向一致,并且旋转轴与刀轴保持垂直。
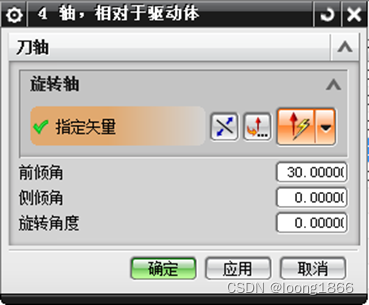
4轴相对于驱动体:在4轴垂直于驱动体的基础上增加前倾角和侧倾角的控制。
- 重要参数
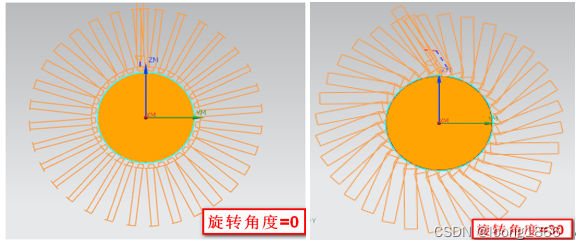
1)旋转轴。如果要求在四轴机床上加工需要输出四轴加工程序时,必须定义旋转轴与X或Y轴(根据机床结构而定)重合,否则输出的是五轴加工程序。
2)旋转角度。旋转角度的判断可以参考如下示意图。
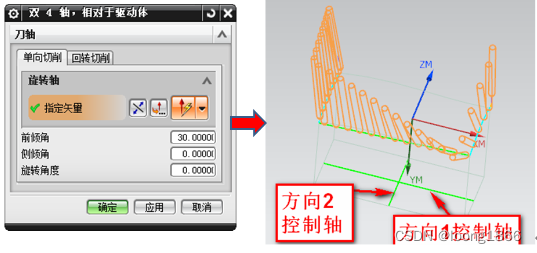
五、双4轴在驱动体上
-
含义
双4轴在驱动上:原理类似于垂直驱动体,但其允许在分别控制往返两个方向刀轨的旋转轴和倾斜角。当往返两个方向的旋转轴相同时,生成四轴加工程序,否则生成的是五轴加工程序。
-
重要参数
1)控制两个方向旋转轴及倾斜角。
六、侧仞驱动体
-
含义
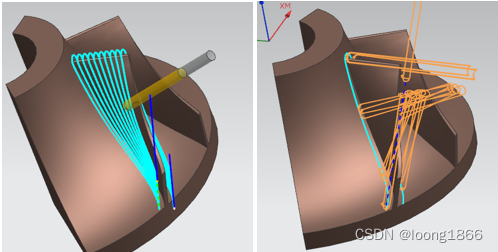
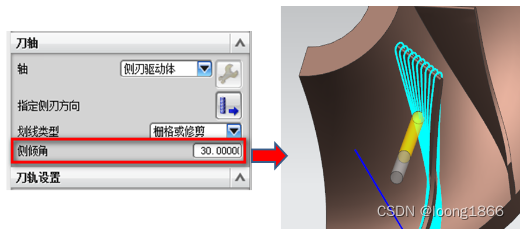
五轴侧刃驱动体:原理类似于五轴外形轮廓铣,刀具侧刃始终保持与驱动面相切,也可以通过定义侧倾角让刀具侧刃驱动面形成一定角度。
-
重要参数
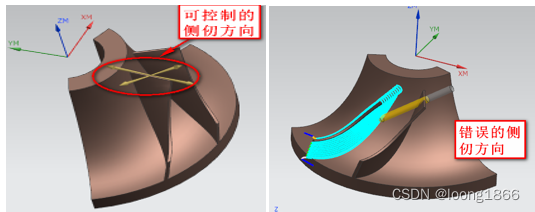
1)侧仞方向。定义正确的侧倾方向,一般为指向刀轴的方向(+Z方向)。
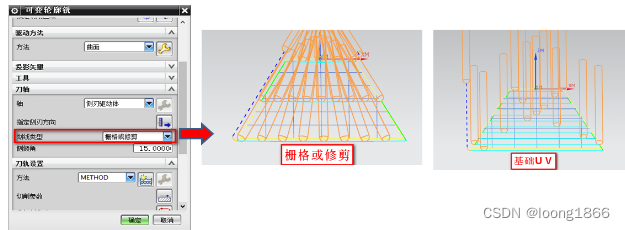
2)划线类型。划线类型包含“栅格或修剪”和“基础UV”,两种方法对比如下图所示。
3)侧倾角。侧倾角是刀轴于切削面之间的夹角,定义侧倾角可以让刀具侧刃避开切削面,如下图所示。
七、插补矢量/插补角度至驱动
- 含义
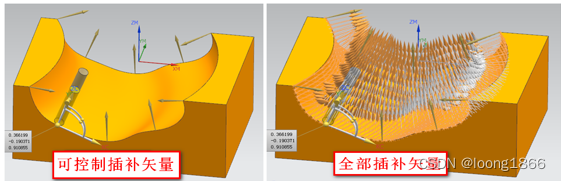
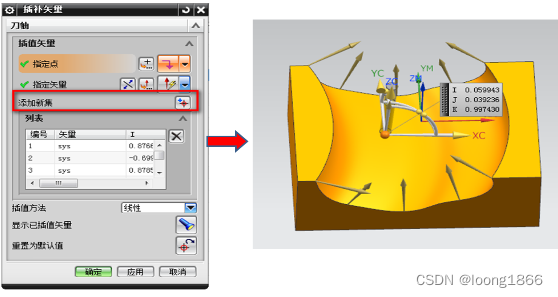
插补矢量:加工过程中,系统根据曲面的特征在驱动体上(曲面)上会自动产生不同的刀轴方向,这些刀轴方向称为插补矢量方向。通过“插补矢量”可以添加并控制曲面上任意一个位置的刀轴方向,以达到不同形状特征曲面的加工需求。
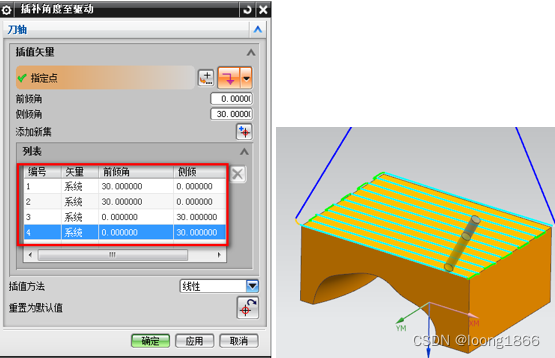
插补角度至驱动:在插补矢量的基础上增加前倾角及侧倾角(类似于此前“相对于驱动体”的原理)。
- 重要参数
1)插补矢量的控制。可以改变系统自动产生的矢量方向(不可删除)。
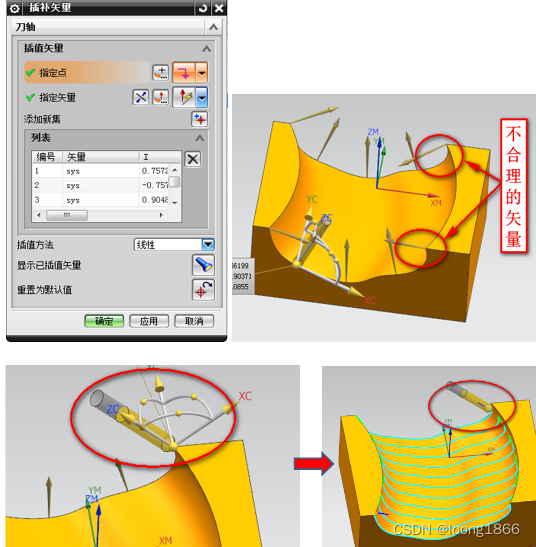
2)添加控制点。系统允许添加控制点,并改变控制点的位置和方向(自定义控制点可删除)。
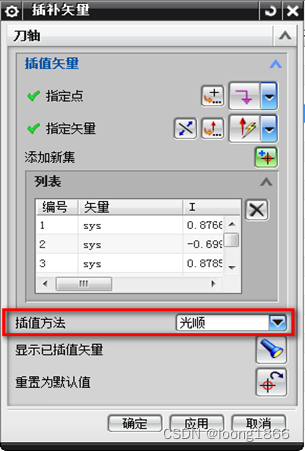
3)插值方法。优先选用“光顺”会得到比较理想的效果。
4)前倾/侧倾角。定义前倾/侧倾角可以在现有的矢量方向摆动一定的角度。
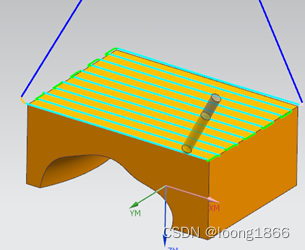
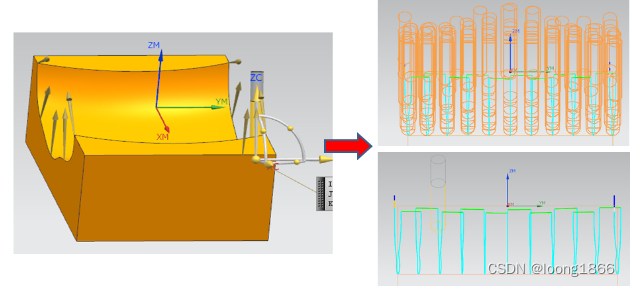
5)控制4轴加工。通过合理的控制矢量方向可以产生四轴加工程序(控制一个方向矢量保持与旋转轴一致)。
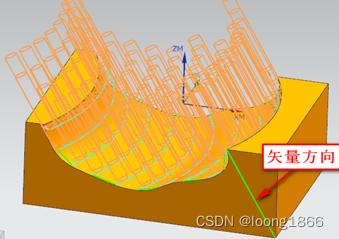
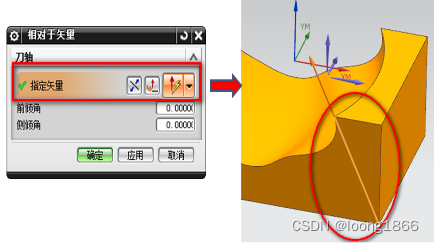
八、相对于矢量
-
含义
相对于矢量:类似于插补矢量,但是刀轴控制更加灵活,允许定义前倾角和侧倾角,通过灵活控制可以实现四轴旋转加工及五轴等高加工。
-
重要参数
1)插补矢量的控制。当不定义矢量方向时,一般默认为Z轴正方向(效果同固定轴轮廓铣),但是可以通过定义前倾角和侧倾角来实现不同的加工需求。
2)侧倾角。通过侧倾角可以控制四轴旋转加工,当定义侧倾角为-90°时,正好与旋转轴垂直,输出四轴加工刀路;当定义侧倾角与旋转轴不垂直时(如-45°),生成五轴深度加工刀路。