超外差收音机的制作
一、原理部分:
超外差收音机:超外差式收音机是将接收到的不同频率的高频信号全部变成一个固定的中频信号进行放大,因而电路对各种电台信号的放大量基本是相同的,这样可以使中放电路具有优良的频率特性。
超外差式收音机的优点缺点:
优点:
1.灵敏度高、工作稳定:中放可采用窄带放大器。可以较容易地实现很高的增益,工作也比较稳定。能获得较高的灵敏度和稳定性。直接放大式的高放必须采用宽带放大器,在增益要求较高的情况下其实现较为困难,而工作也不稳定。
2.信号选择性好,有较高的信噪比:中放级采用窄带放大器,经多个谐振回路选择。有较强的选择性和较高的信噪比。
3. 对不同电台具有大致相同的灵敏度:由于不论哪一个电台的广播信号,在接收中都变成固定频率的中频信号再放大,因此,对不同电台具有大致相同的灵敏度。
缺点:
- 镜像干扰(比接收频率高两个中频的干扰信号)。
- 假响应(变频电路的非线性)。
二、制作及调试部分:
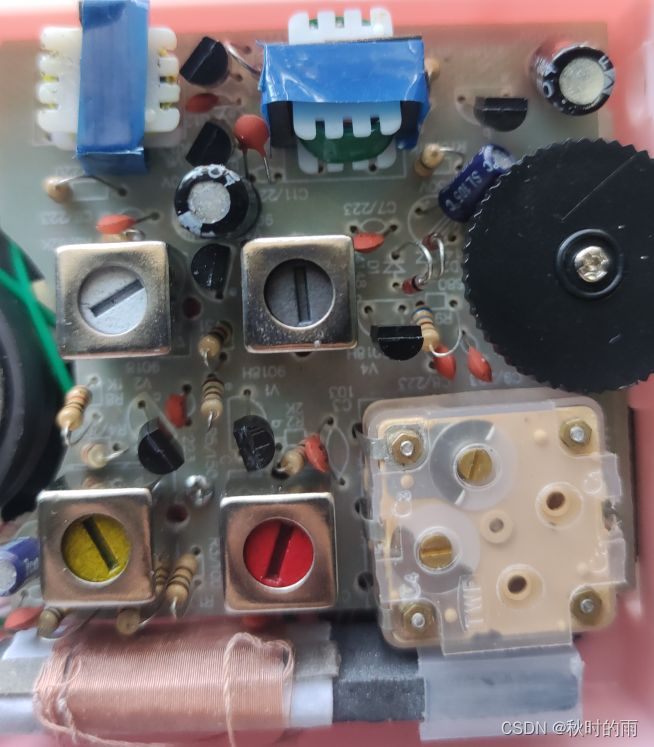
在动手焊接前用万用表将各元件测量一下,安装时先装大一点的元件(如中周,变压器),然后安装低矮和耐热的元件(如电阻),最后装怕热的元件(如三极管)。电阻的安装:将电阻的阻值(参照前面所说明的电阻值计算示意图)选择好后根据两孔的距离弯曲电阻脚可采用卧式紧贴电路板安装,也可以采用立式安装,高度要统一。瓷片电容和三极管的脚剪的长度要适中,不要剪的太短,也不要留太长,它们不要超过中周的长度,太高会影响后盖的安装。磁棒线圈的四根引线头可以直接用电烙铁配合松香焊锡丝来回摩擦几次即可自动镀上锡,四个线头对应的焊在线路板的铜泊面。由于调谐用的双连拔盘安装时离电路板很近,所以在它的园周内的高出部分的元件脚在焊接前先用斜口钳剪去,以免安装或调谐时有障碍,影响拔盘调谐的元件有B2和B4的引出脚,电位器的开关脚和一个引脚。
速度:焊接时速度要快,以免烫坏电路板的塑料部分而导致接触不良。在电子制作中,元器件的连接处需要焊接。焊接的质量对制作的质量影响极大。所以,学习
电于制作技术,必须掌握焊接技术,练好焊接基本功。在正式的焊接训练开始之前,我们先认识了以下几件焊接工具:
(1)电烙铁。电烙铁是最常用的焊接工具,本次实习中我们使用的是30W的长寿命电烙铁。
(2)焊锡和助焊剂(松香)。焊锡不但能固定元件,而且能保证可靠的电流通路。
(3)辅助工具。如:尖嘴钳、斜口钳、剪刀等。
1、三极管静态工作点的调整。它主要是通过改变三极管上偏置电阻的阻值,使三极管静态工作在最佳状态。
2、接收频率范围调整。它是通过改变中波振荡线圈的电感量和本机振荡回路的微调电容器来实现收音机接收的中波频率,该频率的范围为5 2 5~1 6 0 5 kHz。
3、统调,也称灵敏度调整。它是通过调整天线线圈在磁棒上的位置(改变天线线圈的电感量)和输入回路微调电容,使收音机在接收频率范围内始终有f=465kHz。
闪光点:
- 焊接顺利,没有出错:最开始焊接电阻使用万用表测量,准确地确认了阻值,因此焊接很顺利,没有出现电容错焊的问题;在焊接电容等部件的时候,对于电解电容十分注意正负极的确认,最终收音机成功收听到声音也证明了焊接精确,没有出现错误焊接的情况。
- 焊接迅速,成品效果较好:去实验室的第一个下午我便焊接好了收音机,成功在窗边收听到节目,那一刻十分兴奋,成为了最快焊好的。测试结果很好,收音机声音很大,也很清晰。

三、心得体会部分:
在焊接过程中十几个电阻和多个电解电容的正负极的确定比较麻烦。通过看颜色区分电容比较麻烦,因此我使用万用表将所有电阻测量出阻值,并按照阻值大小分类,这在焊接过程中节省了大量寻找电阻的时间,这一点我认为是比较好的,也使我焊接更加快速,所以,做事有条理能够使事情做起来更快速更省力。
焊接过程中元件很多,需要焊的引脚很密集,因此在焊接时我格外小心谨慎,防止焊错。引脚密集容易将一个点的焊锡引到另一个点上,造成短路等故障,使电路无法正常工作,因此必须格外小心。
在焊接过程中其实并不顺利,比如双联电容的引脚过宽而电路板开孔过窄,必须将引脚用钳子剪窄才能安装,等等。解决这些问题的过程中培养了我的耐心,锻炼了我排查故障等能力,收获很大。





![[架构之路-167]-《软考-系统分析师》-4-据通信与计算机网络-3- 常见局域网与广域网](https://img-blog.csdnimg.cn/img_convert/50cbbe243a6580139ee4951c8573b843.png)


![[计算机图形学]几何:隐式显式表示(前瞻预习/复习回顾)](https://img-blog.csdnimg.cn/d784e1c4e3df41fb9117061af992b133.png)