在当前的生产企业管理过程当中,生产现场难免会出现各种异常情况影响生产,乳设备需要机修、品质问题、物料呼叫等各种情况,在以往这些问题出现过后处理的方式都是些申请单,由人工到各个部门去给领导签字,浪费大量时间沟通,使其企业在一些不必要事情上面损失资金。由丰田精益生产而启发的安灯呼叫系统正好能解决这一难题,它利用现在盛行的物联网技术将企业设备人员相结合,使其需求发生时就能立马通知人员处理。下面我们来了解一下具体的运行流程吧。

一、方案介绍
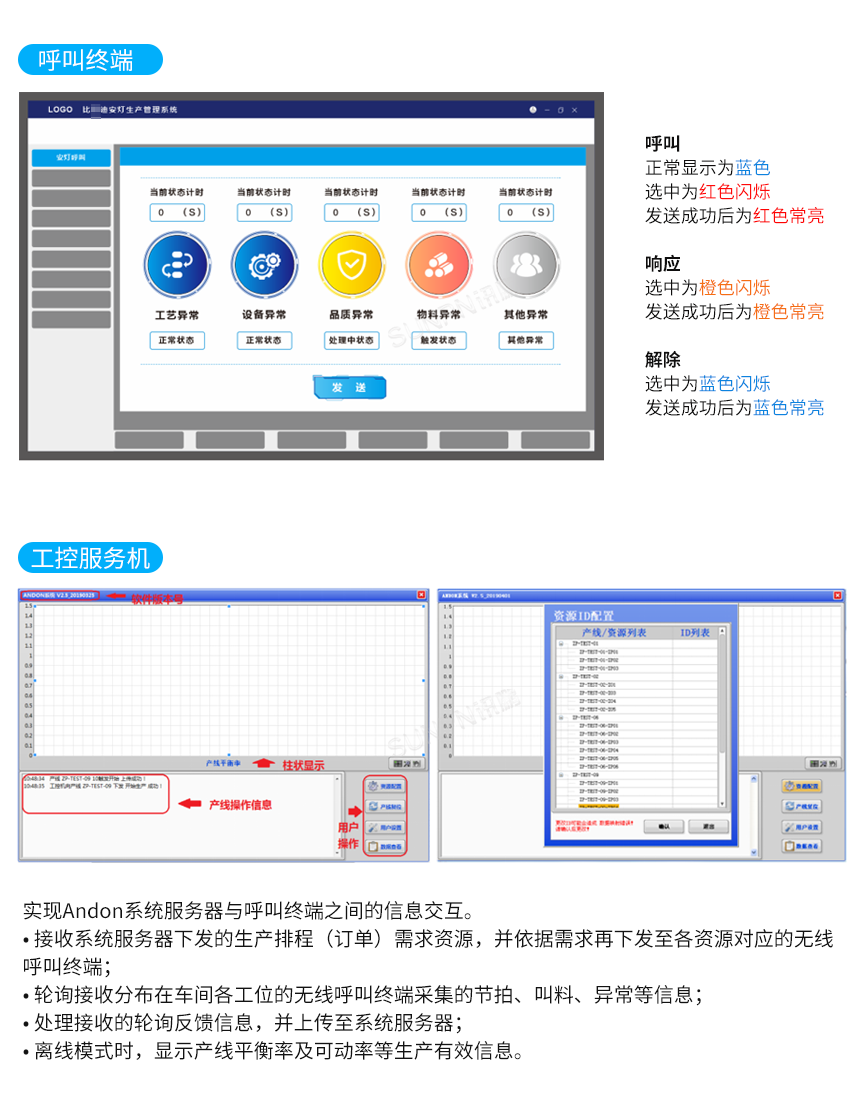
安灯系统指车间各处的声光报警系统,帮助生产异常得到及时反馈、响应并处理。
作业员可触发按钮盒告警,或通过采集设备PLC信号上传当前状态或求助信息。
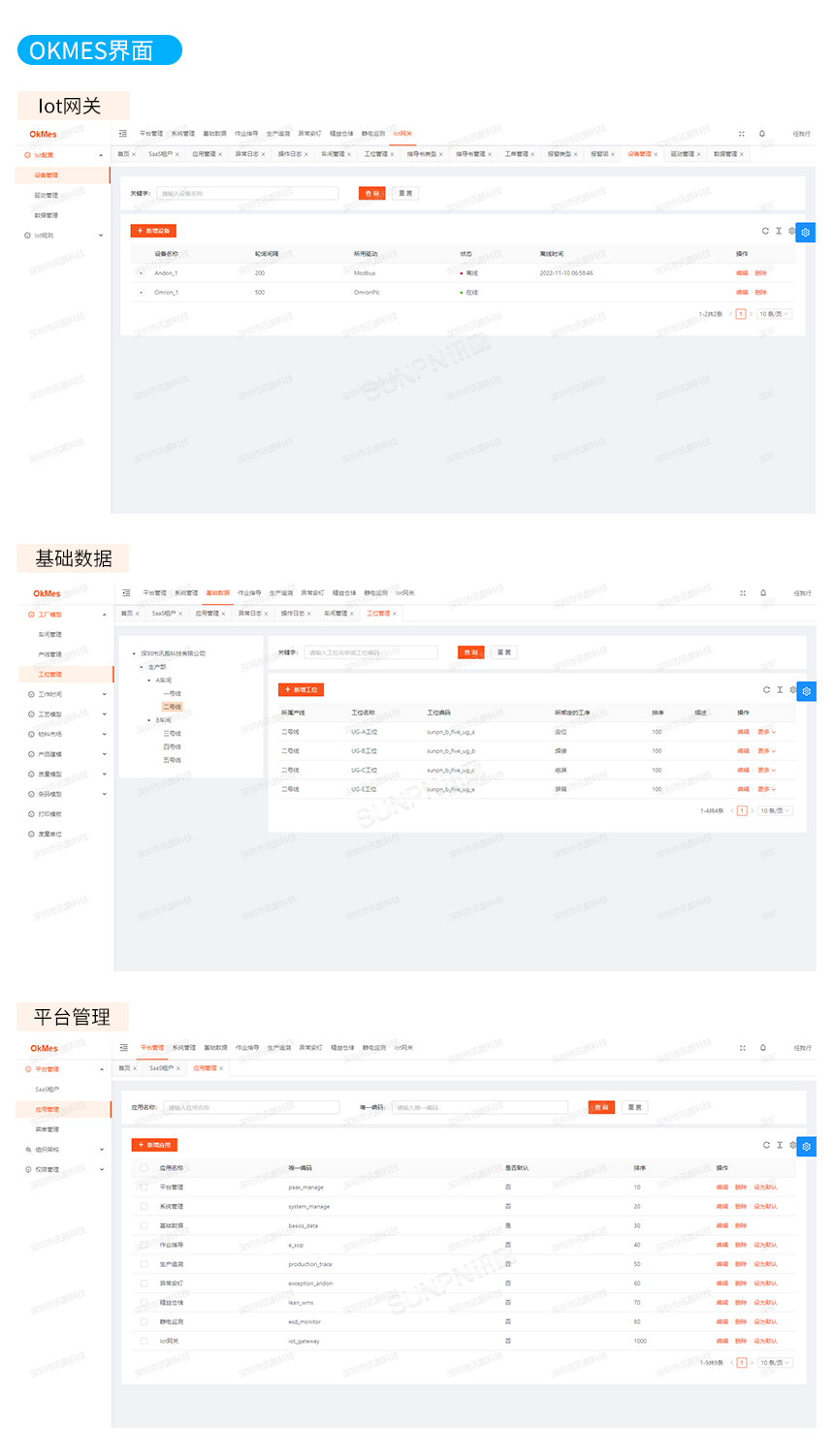
无线信号将信息传输至看板或后台软件端车间现场通过看板或语音播报发出告警信息,相关人员可通过移动终端,如:腕表、PDA、手机APP、短信、邮件获得即时信息。后台管理端软件可对告警信息进行统计分析,记录开始、响应、处理时长,实现管理量化评估。可设置逐级上报,确保异常及时处理。并开放数据接口支持系统集成。告警终端呼叫硬件、显示端安灯看板、系统组网方式可针对不同场景配置选型。
二、方案展示
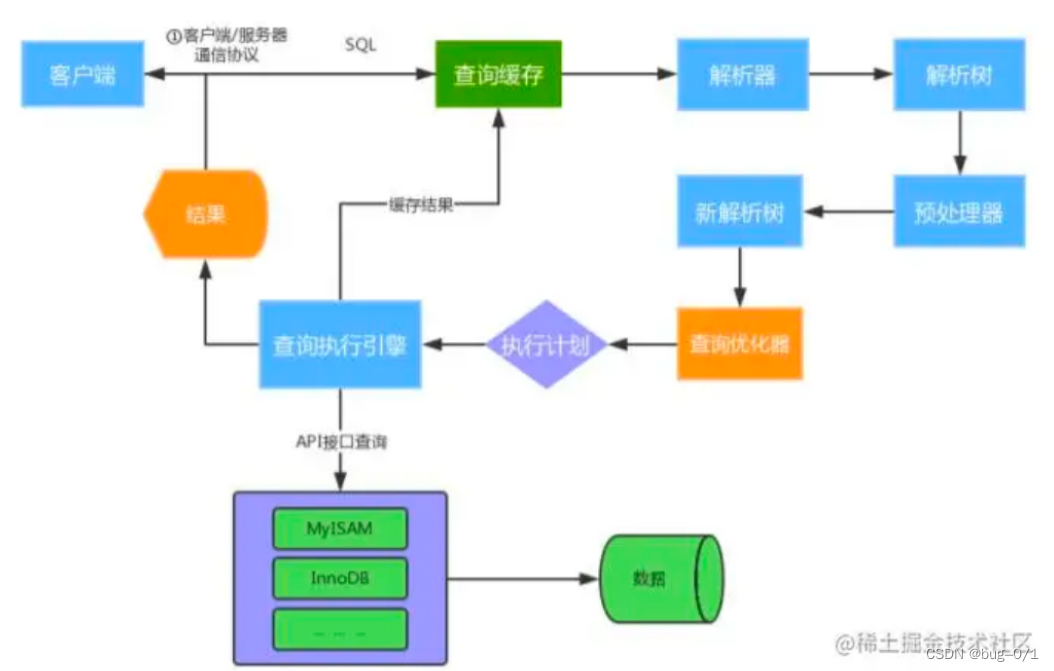
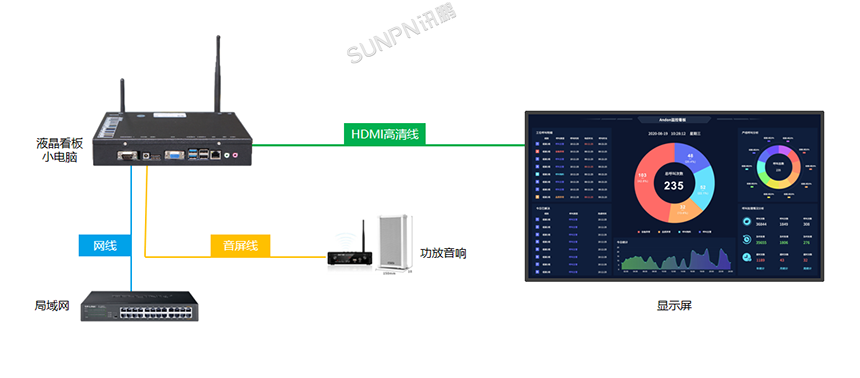
系统架构

安灯流程

系统流程

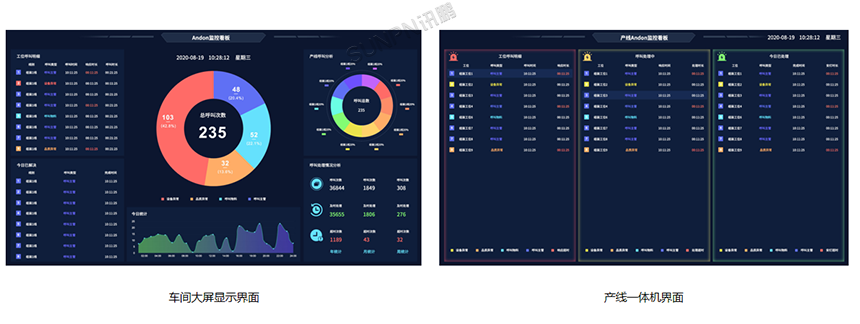
车间大屏
1)、LOGO与标题系统设置上传,日期时间自动运行。
2)、线别与领班信息基础数据中设置;班次(白班、夜班、中班)在基础数据中设置,自动切换。
3)、生产订单信息∶根据日期条件从SAP获取订单信息【当前订单(当前订单号)、产品名称(当前产品名称)、物料编号(当前物料编号)】,下一订单数据,从工控机选取。
4)、开线时间:刷卡上岗录入,下班清除(员工卡为IC卡,安灯系统后台录入工卡信息)。
5)、停线时长:统计除其他异常外的其他安灯异常呼叫时间。
6)、安灯呼叫次数统计:统计当班安灯触发数据。
7)、工位信息:工位名称在基础数据中设置,日计划与当班计划从通过后台设置,完成数量从设备获取,达成率=完成数量/当班计划(自动计算),不良数从安灯品质异常解除时输入累计,不良率=不良数/完成数量(自动计算),标准节拍从精益生产管理系统中获取,实际节拍从设备获取,异常次数与安灯累计时长统计当前工位的安灯触发次数与时长。
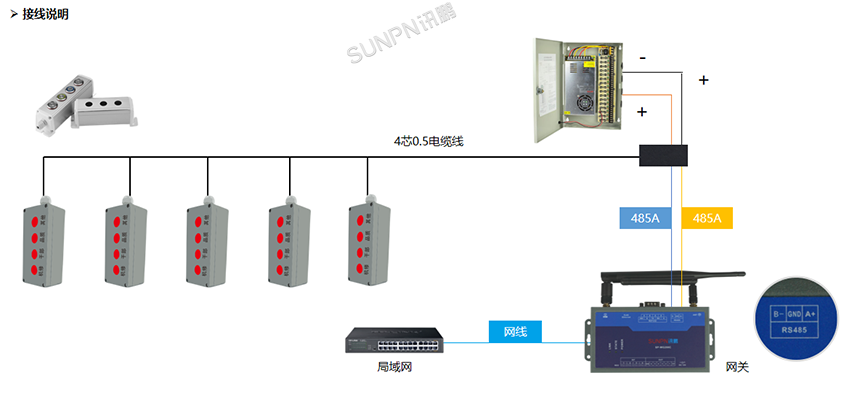
三、硬件介绍
现场显示端语音输出
工业刷卡触摸一体机

485通讯安灯呼叫盒
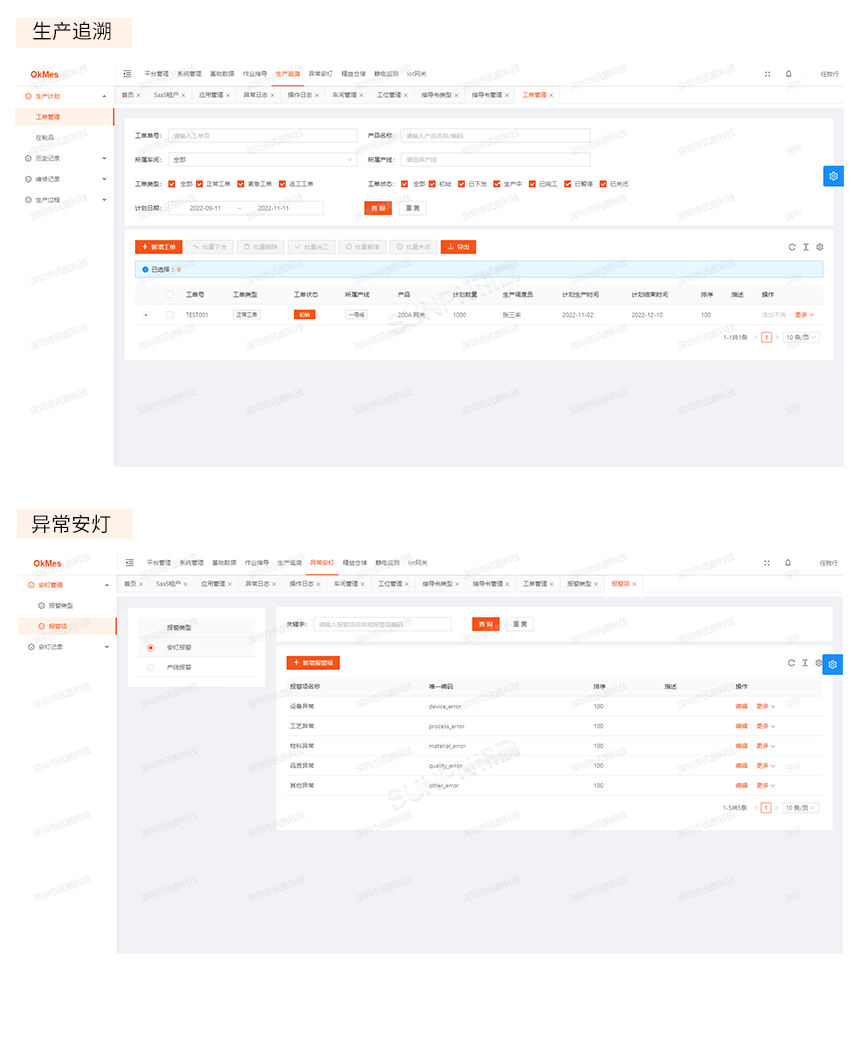
四、软件参考


五、应用案例