目录
第一章 代码+解释
1.1 基础代码
1.1.2 关于 VAR robtarget pos
1.1.3 关于四元数
1.2 机器人初始化程序
1.3 配置通信 (ProfiNet 示例,ABB RAPID)
1.4 设置干涉区 (ABB RAPID)
1.5 示教轨迹和自动过程 (ABB RAPID)
1.6 配置抓手并进行抓取操作 (ABB RAPID)
1.7 上下料操作 (ABB RAPID)
1.8 弧焊机器人程序 (ABB RAPID)
第一章 代码+解释
1.1 基础代码
MODULE MainModule
VAR robtarget pos1 := [[1000,0,500],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
VAR robtarget pos2 := [[800,200,600],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
VAR robtarget pos3 := [[600,400,700],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];
PROC Main()
; 移动到初始位置
MoveJ pos1, v1000, z50, tool0;
; 以直线移动到第二个位置
MoveL pos2, v500, z10, tool0;
; 以直线移动到第三个位置
MoveL pos3, v500, z10, tool0;
ENDPROC
ENDMODULE
注释
MODULE MainModule: 定义一个主模块MainModule。VAR robtarget pos1 := ...: 声明并初始化位置变量pos1,指定位置和姿态。VAR robtarget pos2 := ...: 声明并初始化位置变量pos2,指定位置和姿态。VAR robtarget pos3 := ...: 声明并初始化位置变量pos3,指定位置和姿态。PROC Main(): 定义主过程Main。MoveJ pos1, v1000, z50, tool0;: 以关节运动模式(MoveJ)移动到pos1,速度为1000,区间z为50,工具为tool0。MoveL pos2, v500, z10, tool0;: 以直线运动模式(MoveL)移动到pos2,速度为500,区间z为10,工具为tool0。MoveL pos3, v500, z10, tool0;: 以直线运动模式(MoveL)移动到pos3,速度为500,区间z为10,工具为tool0。ENDPROC: 结束过程。ENDMODULE: 结束模块。
1.1.2 关于 VAR robtarget pos
VAR:这是RAPID语言中的关键字,用于声明变量。robtarget:这是变量的类型。在RAPID中,robtarget类型用于描述机器人目标位置和姿态,包括笛卡尔坐标和四元数。pos1:这是变量的名称,表示这是第一个位置变量。
1. :=
- 赋值操作符,用于初始化变量
pos1的值。
2. [[1000,0,500],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]]
- 这是一个数组,表示
robtarget类型变量的初始值。robtarget类型由四部分组成,分别是位置、姿态(四元数)、配置数据和外部轴。
. [[1000,0,500]]
- 位置部分,这是一个3D坐标数组,表示机器人末端执行器在空间中的位置。
1000:X轴坐标,表示位置在X轴方向上的距离,单位是毫米。0:Y轴坐标,表示位置在Y轴方向上的距离,单位是毫米。500:Z轴坐标,表示位置在Z轴方向上的距离,单位是毫米。
3. [1,0,0,0]
- 姿态部分,这是一个四元数数组,表示机器人末端执行器的姿态。
1:四元数的实部,表示姿态的角度。0、0、0:四元数的虚部,表示姿态的方向。
四元数 [1,0,0,0] 对应的是没有旋转的姿态(即与参考坐标系对齐)。
4. [0,0,0,0]
- 配置数据部分,这是一组四个整数,用于描述机器人运动时的特定配置(如关节角度、翻转状态等)。
- 通常配置数据与机器人型号有关,这里所有值为
0,表示默认配置。
- 通常配置数据与机器人型号有关,这里所有值为
5. [9E9,9E9,9E9,9E9,9E9,9E9]
- 外部轴部分,这是一个包含六个值的数组,表示机器人使用的外部轴的位置。
9E9:表示一个极大值(通常是9999999999),用于指示未定义或未使用的外部轴位置。
1.1.3 关于四元数
四元数是一种用于表示三维空间中旋转的数学工具。它们比欧拉角或旋转矩阵更稳定,不容易出现万向节锁(Gimbal lock)问题。一个四元数通常表示为 (𝑤,𝑥,𝑦,𝑧)(w,x,y,z),其中 𝑤w 是实部,𝑥,𝑦,𝑧x,y,z 是虚部。
四元数 (1,0,0,0)(1,0,0,0) 表示没有旋转。这是因为它等价于单位旋转矩阵,或旋转角度为0度的旋转。
一些常见的四元数姿态示例
1. 没有旋转
- 四元数: (1,0,0,0)(1,0,0,0)
- 描述: 机器人末端执行器没有旋转,保持与参考坐标系对齐。
2. 绕X轴旋转90度
- 四元数: (2/2,2/2,0,0)(2/2,2/2,0,0) 或 (0.7071,0.7071,0,0)(0.7071,0.7071,0,0)
- 描述: 机器人末端执行器绕X轴顺时针旋转90度。
3. 绕Y轴旋转90度
- 四元数: (2/2,0,2/2,0)(2/2,0,2/2,0) 或 (0.7071,0,0.7071,0)(0.7071,0,0.7071,0)
- 描述: 机器人末端执行器绕Y轴顺时针旋转90度。
4. 绕Z轴旋转90度
- 四元数: (2/2,0,0,2/2)(2/2,0,0,2/2) 或 (0.7071,0,0,0.7071)(0.7071,0,0,0.7071)
- 描述: 机器人末端执行器绕Z轴顺时针旋转90度。
5. 绕X轴旋转180度
- 四元数: (0,1,0,0)(0,1,0,0)
- 描述: 机器人末端执行器绕X轴旋转180度。
6. 绕Y轴旋转180度
- 四元数: (0,0,1,0)(0,0,1,0)
- 描述: 机器人末端执行器绕Y轴旋转180度。
7. 绕Z轴旋转180度
- 四元数: (0,0,0,1)(0,0,0,1)
- 描述: 机器人末端执行器绕Z轴旋转180度。
计算四元数的基本公式
一个四元数 (𝑤,𝑥,𝑦,𝑧)可以通过旋转角度 𝜃和旋转轴向量 (𝑢𝑥,𝑢𝑦,𝑢𝑧)来计算:
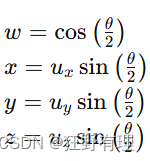
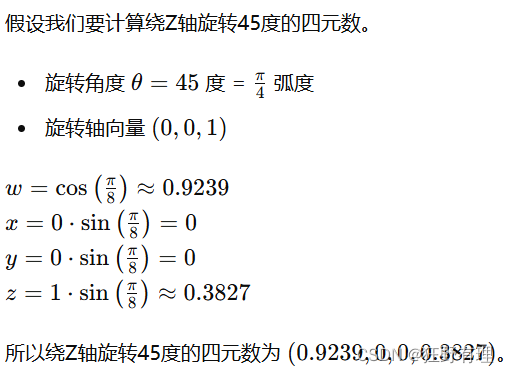
示例计算
1.2 机器人初始化程序
用ABB RAPID编程语言编写的一个简单的机器人初始化程序。它的主要功能包括工具和用户坐标系的初始化,以及机器人上电和校零点操作。我们将逐行详细解释这个程序:
程序模块头部
MODULE InitRobot: 定义一个名为InitRobot的模块。模块是RAPID程序的基本构建单元,包含了多个过程、函数和数据。
主过程定义
PROC Main(): 定义一个名为Main的过程,作为程序的主入口点。
工具坐标系初始化
! 工具坐标系初始化: 注释,说明接下来是工具坐标系的初始化部分。VAR tooldata tool0 := ...: 定义一个变量tool0,类型为tooldata,并进行初始化。[TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]]: 初始化值的详细解释:TRUE: 指示工具数据有效。[[0,0,250],[1,0,0,0]]: 工具的TCP(Tool Center Point)位置和姿态。[[0,0,250]]: TCP的坐标位置,表示工具在Z轴上延伸250毫米。[[1,0,0,0]]: 四元数,表示工具的姿态(无旋转)。
[1,1,1,[0,0,0,0]]: 工具的负载信息,包含重量、质心位置和惯性矩。[1, [0,0,0], [0,0,0,0]]: 工具的未知负载和惯性数据,通常为默认值。
PERS tooldata tool1 := ...: 定义一个持久性变量tool1,其类型和初始化值与tool0相同。持久性变量在控制器重启后仍然保留其值。
用户坐标系初始化
! 用户坐标系初始化: 注释,说明接下来是用户坐标系的初始化部分。VAR wobjdata wobj0 := ...: 定义一个变量wobj0,类型为wobjdata,并进行初始化。[TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]]: 初始化值的详细解释:TRUE: 指示工件数据有效。TRUE: 指示工件坐标系相对于工件的坐标系(而不是机器人的基座)。"": 工件名称为空。[[1000,0,0],[1,0,0,0]]: 工件的基座位置和姿态。[[1000,0,0]]: 工件坐标系在世界坐标系中的位置,X轴上偏移1000毫米。[[1,0,0,0]]: 四元数,表示工件坐标系的姿态(无旋转)。
PERS wobjdata wobj1 := ...: 定义一个持久性变量wobj1,其类型和初始化值与wobj0相同。
设置工具和用户坐标系
! 设置工具和用户坐标系: 注释,说明接下来将设置工具和用户坐标系。ConfL\Off;: 关闭线性运动配置检查。ConfJ\Off;: 关闭关节运动配置检查。Tool0 := tool0;: 将tool0赋值给Tool0,设置当前使用的工具。Wobj0 := wobj0;: 将wobj0赋值给Wobj0,设置当前使用的工件坐标系。
机器人上电和校零点
! 机器人上电和校零点: 注释,说明接下来是机器人上电和校零点操作。MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0;: 使用关节运动(MoveJ)将机器人移动到所有关节角度为零的位置。[[0,0,0,0,0,0]]: 关节角度数组,所有关节角度为零。v1000: 运动速度,单位是度/秒。fine: 精细停止,表示在目标位置完全停止。tool0\WObj:=wobj0: 使用tool0作为工具,wobj0作为工件坐标系。- 这个指令用于上电和校零点。
结束主过程和模块
ENDPROC: 结束Main过程的定义。ENDMODULE: 结束InitRobot模块的定义。
MODULE InitRobot
PROC Main()
! 工具坐标系初始化
VAR tooldata tool0 := [TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]];
PERS tooldata tool1 := [TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]];
! 用户坐标系初始化
VAR wobjdata wobj0 := [TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]];
PERS wobjdata wobj1 := [TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]];
! 设置工具和用户坐标系
ConfL\Off;
ConfJ\Off;
Tool0 := tool0;
Wobj0 := wobj0;
! 机器人上电和校零点
MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0; ! 上电
MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0; ! 校零点
ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★
1.3 配置通信 (ProfiNet 示例,ABB RAPID)
MODULE ProfiNetConfig
PERS signaldi DI_ProfiNet := [1];
PERS signaldo DO_ProfiNet := [1];
PROC Main()
! 初始化ProfiNet通信
SetDO DO_ProfiNet, 1;
WaitTime 1;
SetDO DO_ProfiNet, 0;
WaitTime 1;
! 发送数据到机器人
IF DI_ProfiNet = 1 THEN
SetDO DO_ProfiNet, 1;
ELSE
SetDO DO_ProfiNet, 0;
ENDIF
ENDPROC
ENDMODULE
1.4 设置干涉区 (ABB RAPID)
MODULE InterferenceZone
PROC Main()
! 设置空间干涉区
VAR robtarget zoneStart := [500, 500, 500, 0, 0, 0];
VAR robtarget zoneEnd := [1000, 1000, 1000, 0, 0, 0];
ConfL\Off;
MoveJ zoneStart, v1000, fine, tool0;
MoveL zoneEnd, v1000, fine, tool0;
ENDPROC
ENDMODULE
1.5 示教轨迹和自动过程 (ABB RAPID)
MODULE TeachAndAuto
PERS robtarget p1 := [1000, 0, 500, 0, 0, 0];
PERS robtarget p2 := [1050, 0, 500, 0, 0, 0];
PERS robtarget p3 := [1100, 0, 500, 0, 0, 0];
PROC Main()
MoveJ p1, v1000, fine, tool0;
MoveL p2, v500, fine, tool0;
MoveL p3, v500, fine, tool0;
MoveL p1, v500, fine, tool0;
ENDPROC
ENDMODULE
1.6 配置抓手并进行抓取操作 (ABB RAPID)
MODULE GripperConfig
VAR bool gripperClosed := FALSE;
PROC Main()
VAR robtarget pGrab := [1000, 0, 500, 0, 0, 0];
VAR robtarget pDrop := [1050, 0, 500, 0, 0, 0];
! 初始化抓手
SetGripper(FALSE);
MoveJ pGrab, v1000, fine, tool0;
SetGripper(TRUE);
MoveJ pDrop, v1000, fine, tool0;
SetGripper(FALSE);
MoveJ pGrab, v1000, fine, tool0;
ENDPROC
PROC SetGripper(bool close)
IF close THEN
SetDO doGripper, 1;
gripperClosed := TRUE;
ELSE
SetDO doGripper, 0;
gripperClosed := FALSE;
ENDIF
ENDPROC
ENDMODULE
1.7 上下料操作 (ABB RAPID)
MODULE LoadUnload
PROC Main()
VAR robtarget pLoad := [1000, 0, 500, 0, 0, 0];
VAR robtarget pUnload := [1050, 0, 500, 0, 0, 0];
! 移动到加载位置
MoveJ pLoad, v1000, fine, tool0;
! 模拟加载操作
WaitTime 1;
! 移动到卸载位置
MoveJ pUnload, v1000, fine, tool0;
! 模拟卸载操作
WaitTime 1;
! 返回起始位置
MoveJ pLoad, v1000, fine, tool0;
ENDPROC
ENDMODULE
1.8 弧焊机器人程序 (ABB RAPID)
MODULE ArcWelding
VAR welddata wdata:=[20, 0.8, 5, 1.5, 0.1];
PROC Main()
VAR robtarget pStart := [1000, 0, 500, 0, 0, 0];
VAR robtarget pWeld1 := [1050, 0, 500, 0, 0, 0];
VAR robtarget pWeld2 := [1100, 0, 500, 0, 0, 0];
MoveJ pStart, v1000, fine, tool0;
ArcLStart wdata, pWeld1, v500, fine, tool0;
ArcLEnd pWeld2, v500, fine, tool0;
MoveJ pStart, v1000, fine, tool0;
ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★