随时工厂数字化建设的大力推进,设备管理的效率得到了很大的提升,特别是作为机加工企业,设备是整个企业非常重要的核心资产。
一、设备进行数据采集面临痛点:
设备数据状况无法获取与掌握
设备老旧,信息化基础差,长期运行但是设备的很多数据无法获取,无法精准掌握设备状况。
缺乏分析数据,无法全面掌控细节
发生质量问题时,缺乏分析问题所需的必要数据,简单依赖点检数据无法全面掌控设备细节。
数据收集不全,无法浮现隐藏问题
无法将设备运行数据、工艺数据、能耗数据、质量数据等全面收集,无法浮现隐藏的问题。

二、MES设备管理任务模型
制造企业总是期望设备能够在计划生产的时间段内处于良好的运行状态,而在实际生产活动中,对设备的长时间可用与高度可靠性要求之间往往无法得到很好的平衡。
设备作为制造企业先期投入的重要生产资源,并不能持续为企业创造价值。在MES系统中,设备主要划分为如下两类:
-
1、直接创造生产的一级资源,即机器;
-
2、机器使用的配套资源,如工装、刀具、磨具和加工程序等。
从使用的时间维度,设备管理可以分以下三个方面:
-
1、计划层:控制未来(计划的)产能可用性,作为保证订单进程和制定时间表的先决条件(例如,在MES任务“生产调度”中),同时考虑到计划的维护活动。
-
2、当前层:车间层管理设备当前状态和当前排产,作为生产控制的先决条件。
-
3、历史层:从历史数据中获得设备的使用情况,进行OEE分析并发现改进的潜力。
三、管理和处理设备数据
管理所有随时间变化相关的的使用数据(例如,调度命令/操作),状态数据(反映实际状态)和维护相关的信息(例如,实际运行时间,达到的周期数)。主要包括:
-
设备主数据,如资产编号、位置、尺寸、维护标准(工作时间、规则等);
-
以时间为维度的产能可用性;
-
设备在生产过程中的行为,例如,运输行为,可实现的设备特定性能;
四、确保设备的可用性
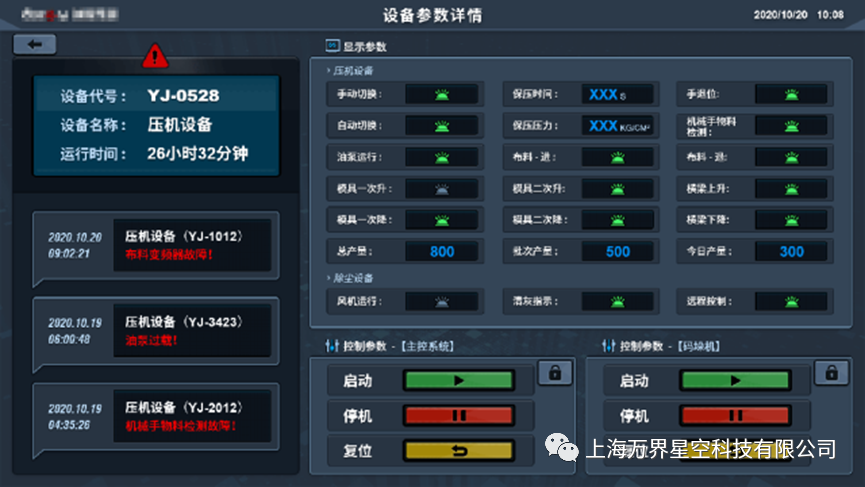
设备实时监控是设备管理功能的基础。通过实时监控设备的工作状态、运行参数等信息,可以及时发现和解决设备问题,保证设备的正常运转。
在MES系统中,设备实时监控可以通过各种传感器、智能仪表、PLC等设备实现。传感器负责采集设备的各种参数,如温度、压力、速度等,然后将这些参数传输到MES系统中,系统通过对这些参数的分析和处理,实现对设备的实时监控。

以上就是针对MES系统中设备管理常见的基本需求情况介绍, 如果您的企业也属于离散型机加工企业,同时也面临设备管理以及生产过程管理方面的问题,欢迎私信或者百度搜索万界星空科技官网(免费下载使用)与我们联系。