文章目录
- openpnp软件的使用 - 配置自动电动飞达
- 概述
- 笔记
- 新建执行器(电动飞达类型)
- 新建电动飞达的料站
- 配置飞达的x,y位置
- 配置飞达移动到料表面时的高度
- 测试这个Z高度, 是否能让吸嘴取得元件?
- 设置元件料封装使用的吸嘴.
- 试试开始贴片
- 贴片后的元件位置目测
- 备注
- END
openpnp软件的使用 - 配置自动电动飞达
概述
上一步, 已经将处理好的板子坐标csv文件(openpnp软件的使用 - 引入坐标文件)导入了openpnp软件.
导入csv文件后, 还不能立刻贴片. 因为这时, openpnp不知道从哪个料站取料. 配置了料站之后, 对元件指定了料站, 还不能贴片, 这时还有些细节, 还需要设置元件高度等. 否则不符合贴片前置条件, 无法开启贴片任务.
板子上没有刷锡膏(因为是测试openpnp), 用贴片头放完元件后, 放到板子上的元件崩的到处都是, 有一部分元件已经崩到板子外面去了,不忍直视…, 如果崩到openpnp主板盒子的电路板上面(我弄的这台openpnp设备, 主板盒子都没有盖子, 就放在贴片机下面的地板上), 如果导致短路了, 就事大了.
无法确认openpnp是否将元件放到位了. 板子上元件崩料原因是元件和板子之间没有摩擦力导致的问题. 看了说明书, 厂家建议测试时, 在板子上涂抹PVP固体胶. 昨天订的固体胶到了, 每次贴片测试前, 在板子上都涂抹一层固体胶, 好使啊. openpnp放置元件后, 元件被固体胶粘贴到板子上了, 位置很正确, 精度也很好.


作为openpnp软件的新手, 记录一下这些流程和细节. 大概率自己以后会用到.
笔记
从导入板子csv文件后开始从头做一次实验, 供记录用.
新建执行器(电动飞达类型)
假设现在从头配置飞达, 而且飞达类型都没有.
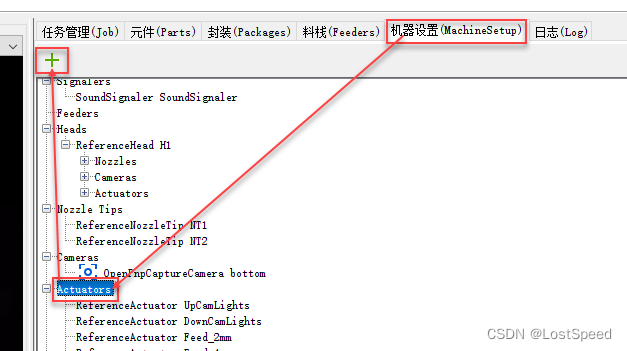
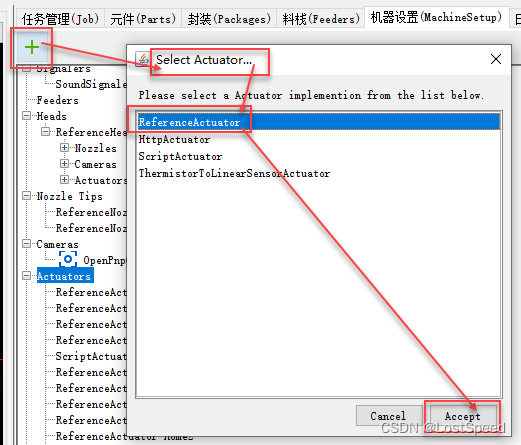
新建的执行器, 在执行器List的最下方.
点击新建的执行器, 将驱动改为sub(副板(负责飞达)), 给个新名称, e.g. my_ref_fd
其他选项默认(默认有2个勾), 点击应用.

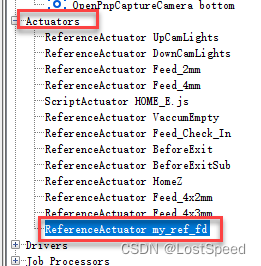
现在, 有了一个新建的飞达类型的执行器, 名称为my_ref_fd.
新建电动飞达的料站
openpnp设备自带2个电动飞达. 接在飞达料站槽1和槽2.
现在将这2个电动飞达配置到料站中.

新建的料站名字是自动命名, 双击料站名称, 改为自己中意的名称, e.g. my_fd1, 我自己的飞达1
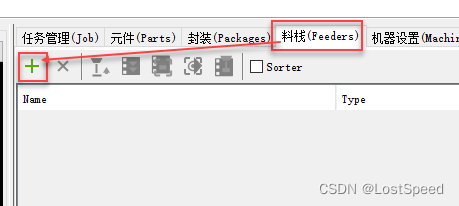
选中料站.
在配置/槽选项中, 选择飞达为1(物理上, 飞达有2个, 接在飞达槽1,2)
选择这个飞达的料为导入csv中有的部件, e.g. 这个飞达上, 我想上PartNumber为RES0001的料
设置执行器1为Feed_Check_In, 这个没得选, 这个定制的openpnp版本, 就只能选这个
设置执行器2为我们新建的执行器 my_ref_fd
点击应用, 完成第一步的设置.

配置飞达的x,y位置
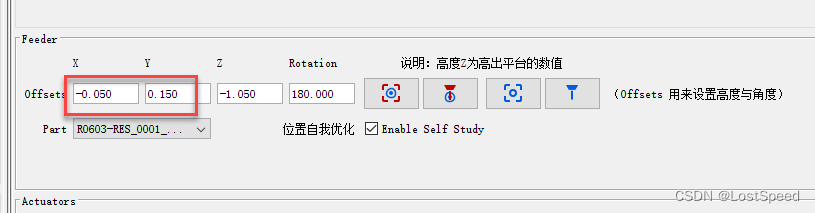
默认的飞达位置是不对的.
先用软件左下角贴片头移动按钮, 将上摄像头移动到飞达1的供料窗口上.
移动的位置最好是供料窗口中的第一颗料的位置, 当料带皮被撕开后, 送出第一颗料.
第一颗料不存在崩料的可能, 只要编带中有料, 飞达就一定能取的到.
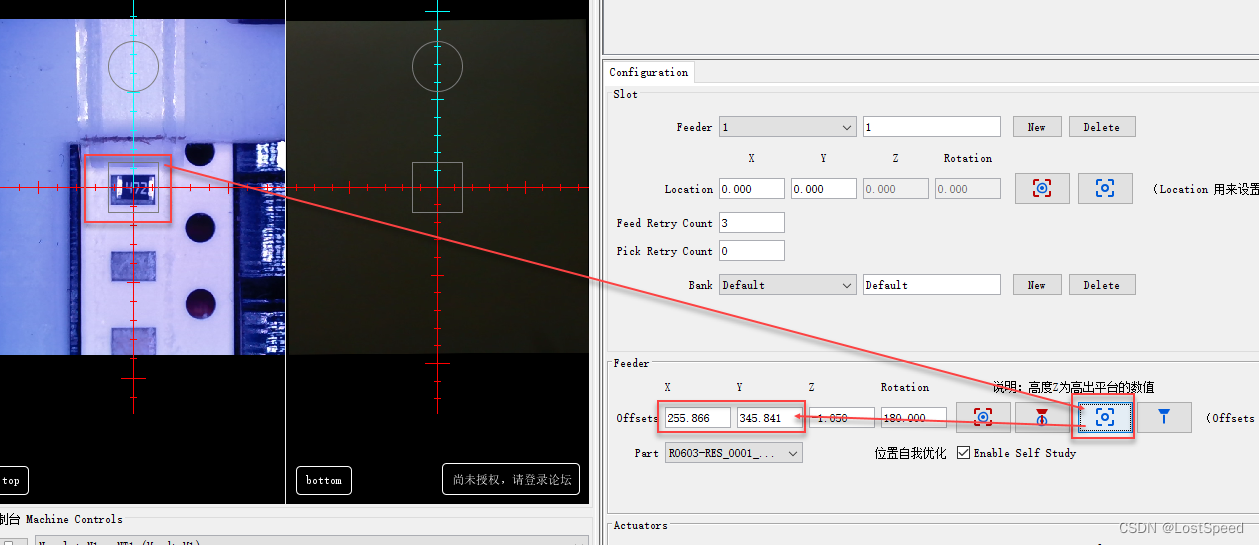
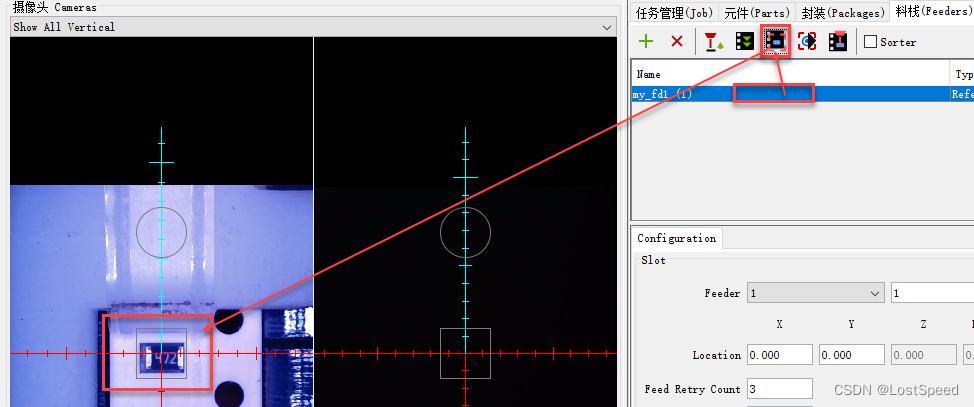
点击配置/飞达界面中的学习按钮, 记录飞达1供料窗口取料的位置.
配置飞达移动到料表面时的高度
此时, 飞达虽然已经在料站中供料位置的顶部, 但是离料还有一段距离.
如果此时吸气, 是无法抓取到供料窗口的料.
只有知道此时向下移动贴片头到元件表面的距离, 才可以保证吸气时, 能抓到料.
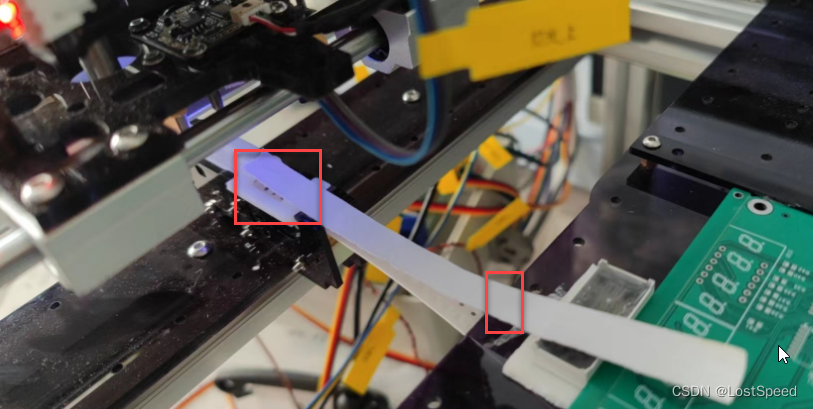
先准备一张小纸条, 宽度大概5mm左右, 盖在供料窗口的料上面. 辅助确定贴片头接触到料的合适时机.
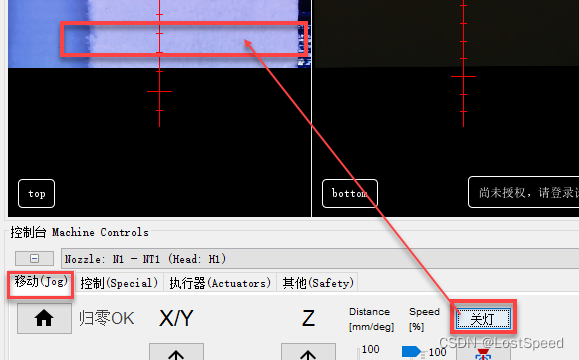
将摄像头灯开关一下, 可以看到此时料窗上, 已经盖了我们的辅助用的小纸条.
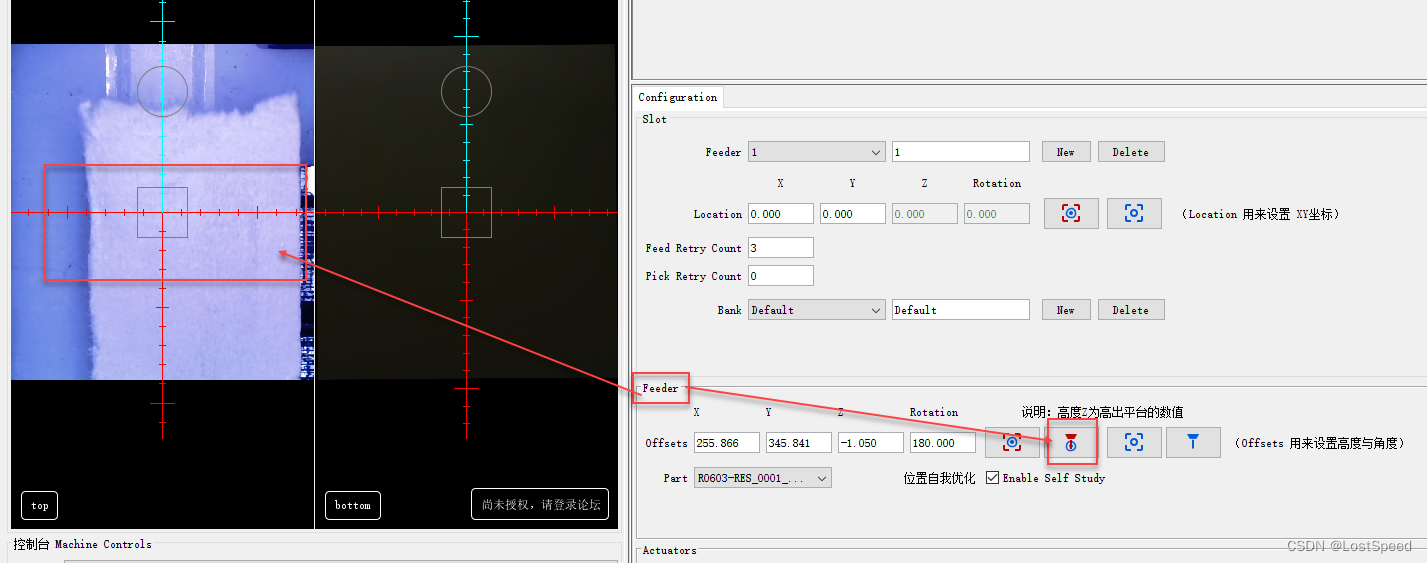
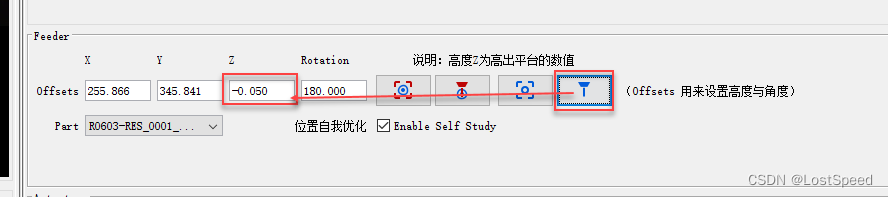
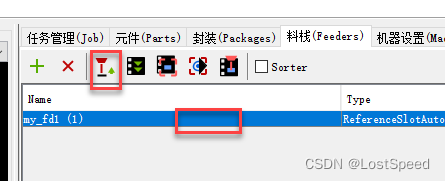
点击配置/飞达界面的设置Z高度的按钮, 进行Z高度配置
此时, 贴片头吸嘴, 已经向下移动了.
有可能离料上面覆盖的小纸条有一段距离, 也有可能已经扎入小纸条了.
用手轻轻来回抽动小纸条, 来感觉吸嘴离元件的距离. 配合软件右小角的Z轴移动按钮.
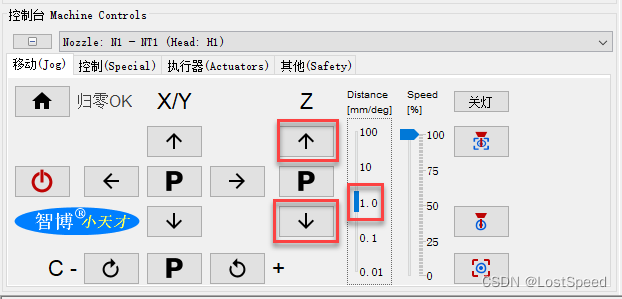
将Z轴移动, 改为每次1mm, 按上下箭头按钮, 来尝试移动贴片头离料窗元件的距离, 直到小纸条可以抽动, 还有点摩擦力的时候, 就是贴片头刚刚接触到料窗元件的时机, 这时就是Z高度调整结束的时机.
如果隔的时间长了, 没有调整Z高度, 贴片头会自动回到正常位置, 此时, 再按调整Z高度的按钮, 再来一次.
当小纸条抽动有点摩擦力时, 将小纸条抽出来, 再将Z轴重新向下移动1mm, 再点击Z高度的学习按钮, 此时, Z高度就设置结束.
在操作过程中, 注意配置界面当前页的应用按钮, 如果变为可点击, 说明参数变了, 先保存参数.再做后续操作.

测试这个Z高度, 是否能让吸嘴取得元件?
将当前料站, 定位到供料窗口

如果前面配置的料站x,y坐标正确, 就可以将摄像头移动到供料窗口.
点击抓料按钮.
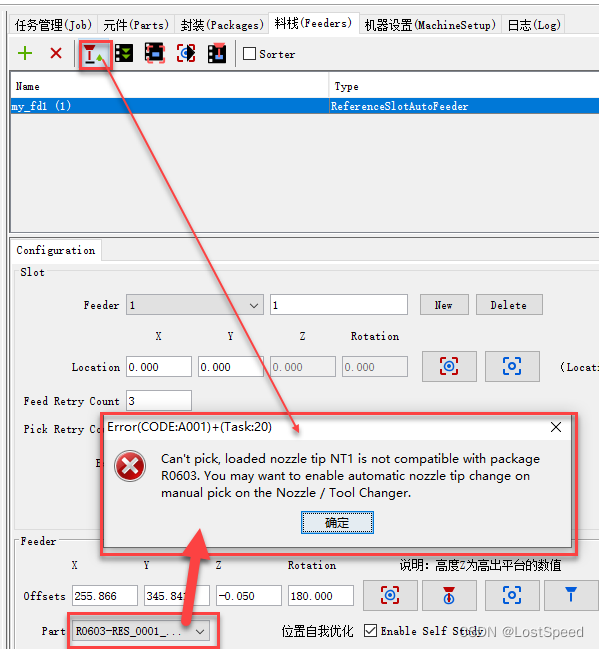
此时, 抓取失败. 原因是这个贴片头是双头的, 有2个吸嘴, 要指定这个料站抓取这个料时, 要使用哪个吸嘴.
不同吸嘴(大吸嘴, 小吸嘴)用于吸取不同封装的料(e.g. 用一个很细的小吸嘴去吸取一个大芯片, 这肯定是不合适的).
这个设置在元件的封装中设置.
设置元件料封装使用的吸嘴.
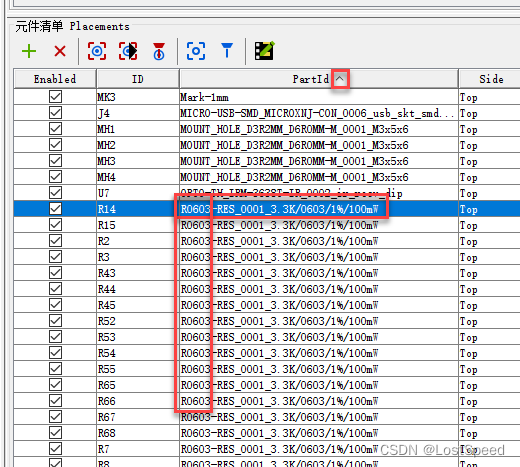
这个料对应的元件是R0603_RES_0001
在元件清单中排序查看, 找到PartID为R0603-RES_001的元件列表.
PartID的组成 = 封装+元件值
可以看元件封装为R0603
去封装Tab页去找R0603的封装

排序查看后, 很容易找到R0603封装.
单击选中R0603封装, 在属性页"Nozzle Tips"中, 选中要使用2个吸嘴中的哪一个. e.g. 勾上NT1
回到料站窗口, 重新抓料试试.
只看到执行抓取动作后, 料站的对应窗口的料没了.
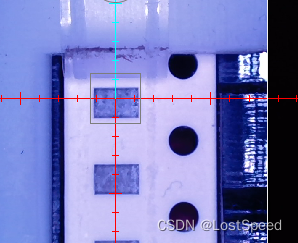
用手电照射当前吸取料的吸嘴, 可以看到有一个料被吸附在上面.

此时, 处于抓取测试状态, 气泵一直在吸气, 动静不小, 也不停.
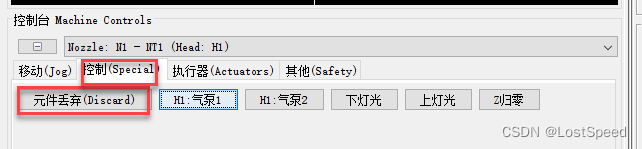
可以在左下角的控制台, 点击元件丢弃. 气泵就停了.
此时, 电动飞达1的料站就设置好了.
试试开始贴片
在任务管理中, 只勾选R0603-RES0001的元件集合.
不过有些怪, 元件的状态都是"丢失飞达".
点击开始任务, 报错, 说元件高度必须大于0.
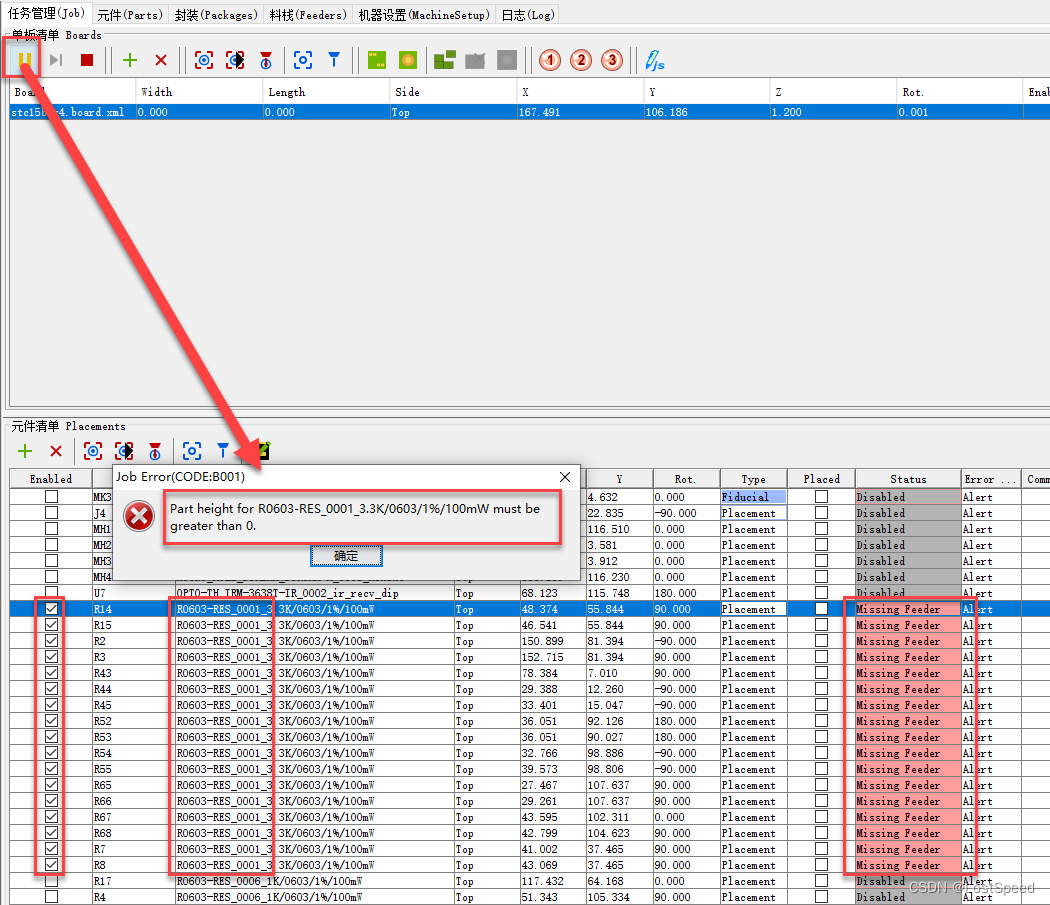
这说明, 还需要设置元件高度.
先停止这个已经失败的任务
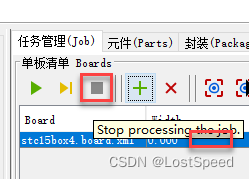
去元件窗口去设置元件高度.

根据元件数据表可知, R0603的厚度为0.55mm.
双击R0603-RES_0001的元件的高度字段, 改为0.55mm
此时再开始任务, 还是会报错, 因为元件的状态还是飞达丢失. 这说明飞达没设置好.
去飞达页面看看.

可以看到, 自己建立的my_ref_fd 类型不好使. 必须使用厂家提供的Feed_4mm才行. 估计是厂家写死在程序里面了.
而且2个飞达号码要填写成对应的飞达槽号, e.g. 这个飞达1, 就填写1.
当按下飞达测试送料按钮时, 如果能看到飞达动作了, 在摄像头中能看到送料的动作, 才说明飞达配好, 且好使了.
此时, 再尝试开启贴片任务,还是报错.

停掉贴片任务.
去料站窗口中看看, 发现这个新建立的料站,还要勾上使能.

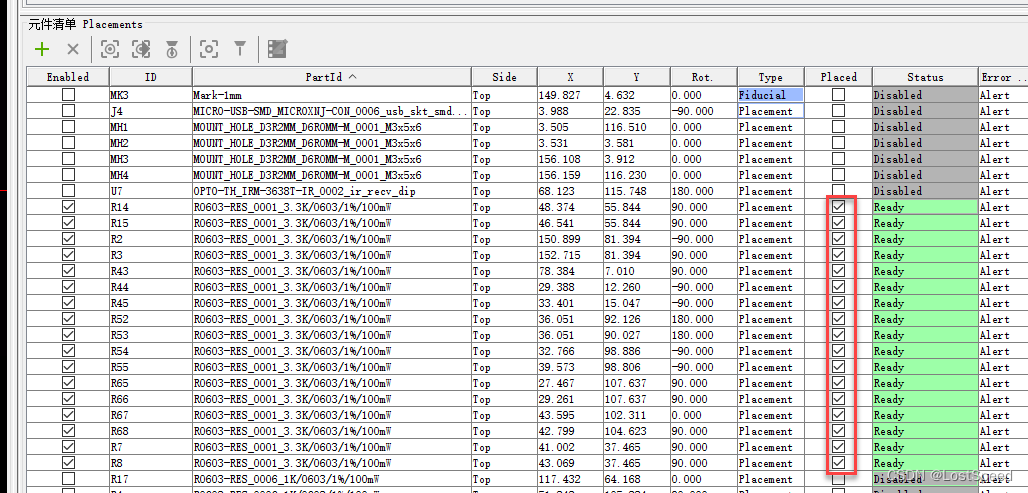
再去任务管理窗口中看看.
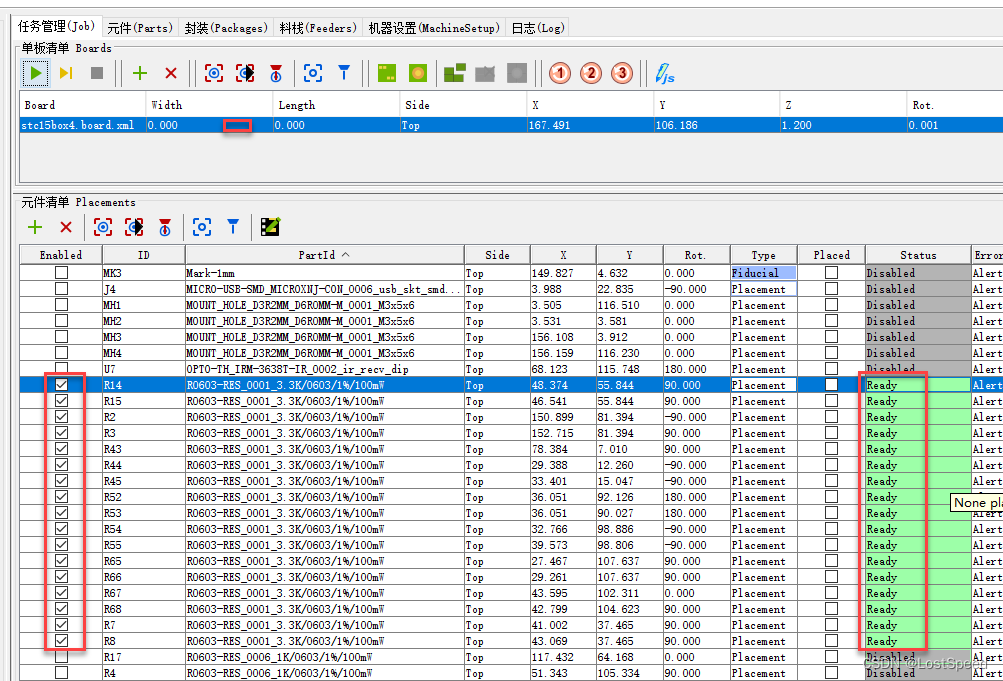
此时元件清单中, 使用刚定义的料站1的元件的状态, 都变为Ready了.
好像可以了.
开启任务前, 勾上检查Mark点的选项.

贴片时, 将自己板子上的3个Mark点也勾上

再尝试开启贴片任务(如果板子上没刷锡膏, 记得先涂一层固体胶, 固体胶干的很快, 放置放到板子上的料, 崩的到处都是).
这次贴片任务进行的很顺利, 每次贴一个RDS_0001, 对应的元件前面就标记了已经放好的勾标记.
任务运行完了, 去板子上看了一下, 元件贴的很规矩.
如果中间因为供料问题, 任务暂停的话, 可以去料站看看, 是否料站上还有料.
如果有料, 但是料因为和编带元件框卡的太紧没将料吸取出来(或者这个料位就是空的), 就用送料功能, 跳过这个料.
如果没料了, 重新上料.
然后重新开始贴片任务, 会将其他"Placed"标记没有勾的元件, 继续贴完.
这个openpnp设备还有一个出厂附带的电动飞达, 按照这个笔记同理设置完.
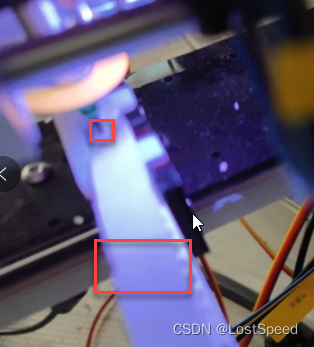
贴片后的元件位置目测
贴片位置准确
摆一个元件大概3秒钟, 比人工效率高了10倍不止.

备注
这还是昨天已经实验过的功能, 今天重新做一次, 还是要调整.
这要是过了几个月, 应该就想不起来该怎么操作了.