摘要:针对用户提出的高温石英管加热炉真空度控制系统的升级改造,以及10~100Torr的真空度控制范围,本文在分析现有真空控制系统造成无法准确控制所存在问题的前提下,提出了切实可行的解决方案。解决方案对原有的无PID控制功能的压强自动控制仪和慢速大口径电动蝶阀进行了更换,采用了高精度可编程PID真空压力控制器,采用了口径较小响应速度更快的电动球阀。此解决方案已在多个真空领域得到应用,并可以达到±1%的高精度控制。
原文阅读:(PDF格式)
1. 项目背景
高温石英管式炉广泛用于陶瓷、冶金、电子、玻璃、化工、机械、耐火材料、新材料开发、特种材料和材等领域。石英管式炉的加热元件一般为NiCrAl电阻丝,并采用双层壳体结构,并带有风冷,使得壳体表面的温度小于70℃。保温材料采用高纯氧化铝纤维,环保节能,可以最大程度的减少热量的损失。为了进行各种气氛环境下的高温反应和研究,并避免高温产出物对加热丝的腐蚀影响,石英管式炉中普遍安装了一根高纯石英管用来作为炉膛,且石英管两端可固定金属密封法兰,从而可在石英管内形成密闭真空环境。
最近有用户提出了对在用的石英管式炉进行技术改造,此卧式高温石英管式炉如图1所示。
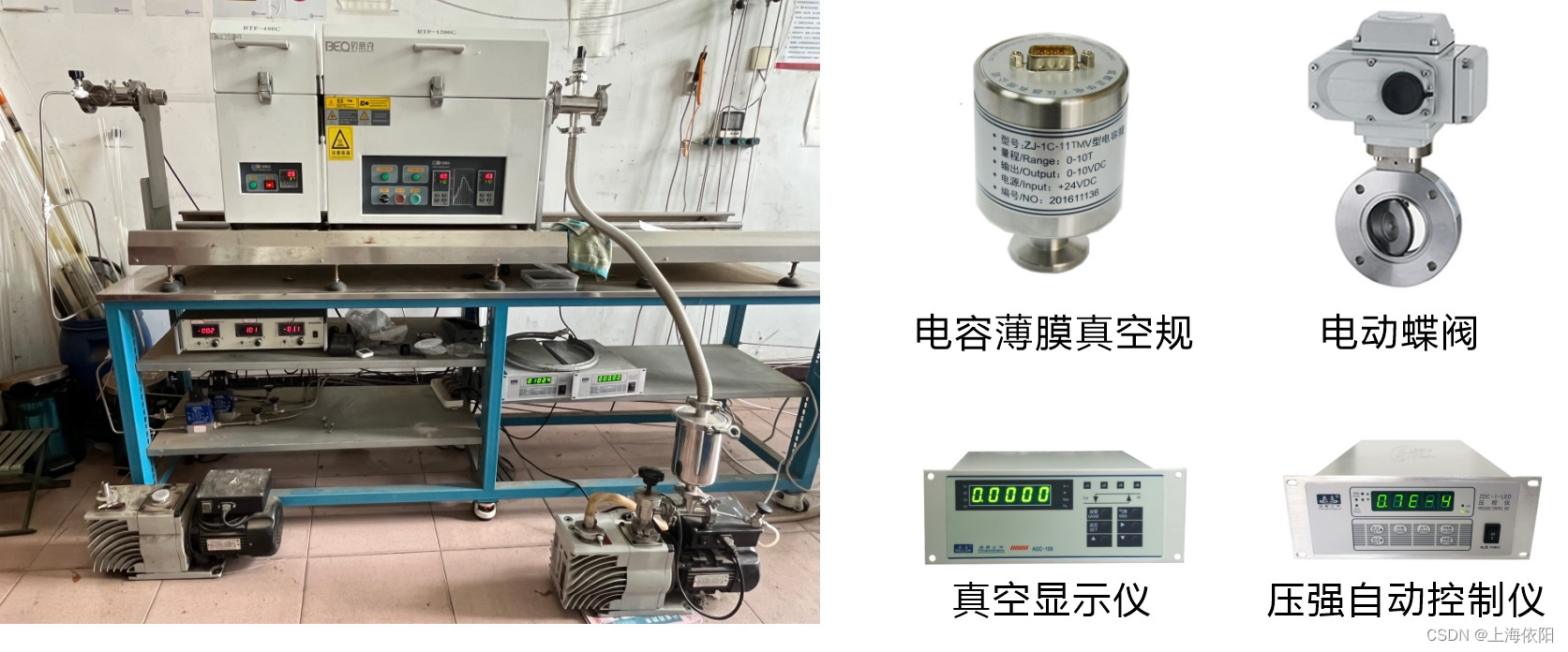
用户对现有石英管式炉进行技术改造的内容是要实现管式炉真空度的精密控制,如图1所示,现有的真空度控制系统采用了电容薄膜真空规作为真空度传感器,传感器配套有真空显示仪进行真空度测试值显示并输出信号,压强自动控制仪接收传感器信号,然后驱动电动蝶阀进行开度变化,以实现真空度的自动控制。但此真空度控制系统在调试过程中,完全无法实现真空度的自动控制,这主要是现有真空度控制系统存在以下几方面的问题:
(1)现有真空控制系统所采用的压强自动控制仪并不具备PID控制功能,所以有时候会出现某些真空度区间无法准确控制的现象。
(2)所采用的电动蝶阀响应速度太慢,而且口径太大,很难对压强自动控制仪输出的控制信号做出快速响应,对如此小内径的石英管腔体很难进行真空度的准确控制。
为了彻底解决现有真空度控制系统存在的上述问题,本文提出了如下技术升级改造方案。
2. 解决方案
首先,按照用户要求,解决方案拟达到的技术指标如下:
(1)真空度控制范围:10~100Torr(绝对压力)。
(2)真空度控制精度:读数的±%。
(3)控制功能:PID自动控制,多个设定点可编程自动控制。
为了实现上述技改指标,本解决方案所设计的高精度真空度控制系统如图2所示。
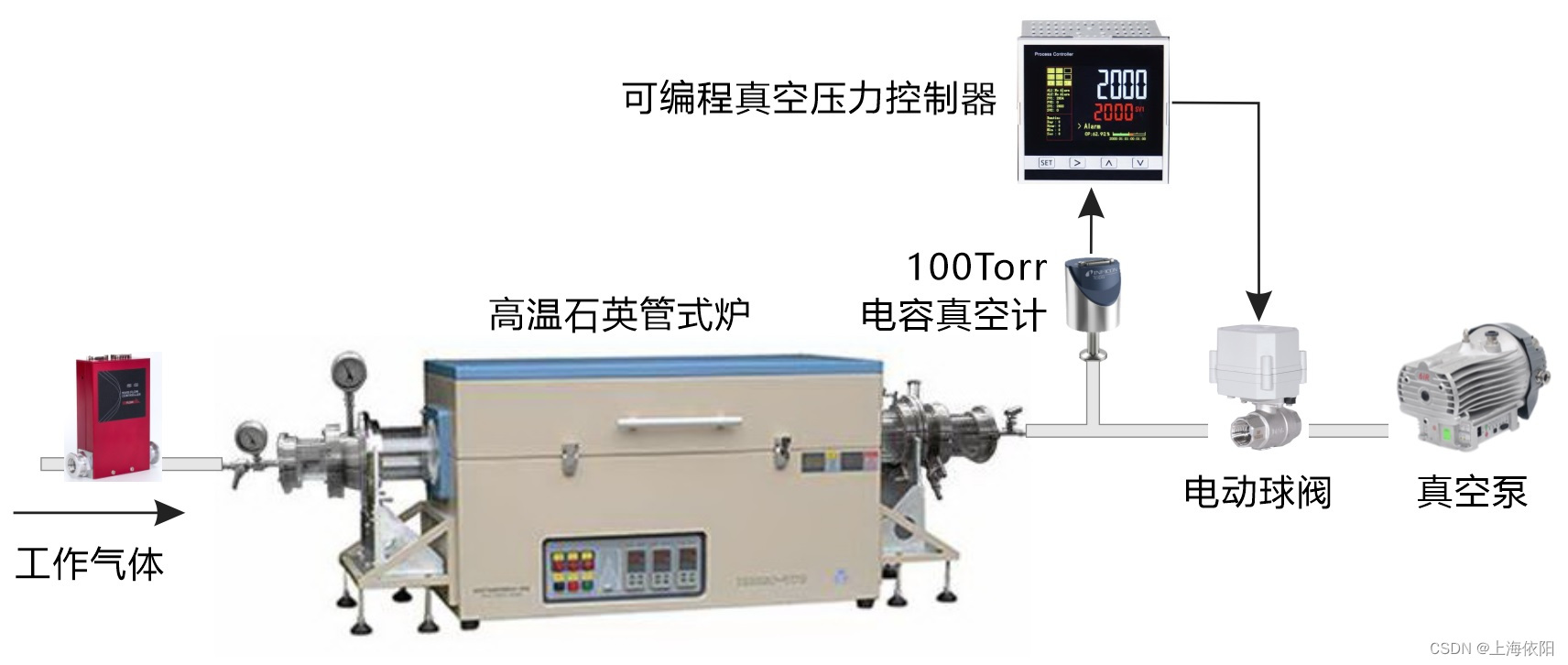
改造升级后的真空控制系统还是沿用下游控制模式,即对排气流量进行调节,同时还继续使用原有的电容真空计,但在以下几方面做出了改进:
(1)真空度测量和控制仪表的改进:解决方案中采用了超高精度VPC2021-1型真空压力控制器,其具有24位AD、16位DA和0.01%最小输出百分比,可直接用来接收电容真空计输出的真空度电压信号并按照真空度单位进行显示,无需再使用原有的真空显示仪。此真空压力控制器是一款超高精度的PID控制器,充分发挥了PID自动控制的强大功能,且PID参数可进行自整定,是实现真空度高精度控制的重要保证。另外,此真空压力控制器具有多个设定点编程控制功能,可按照设定折线和真空度变化速率对石英管内的真空度进行自动程序控制。
(2)排气阀门的改进:解决方案中将原有的慢速和大口径电动蝶阀更换为响应速度更快和口径更小的电动球阀,在减小排气调节口径提高阀门开度调节效率的同时,能更快的响应真空压力控制器给出的控制信号,极大减小了控制的滞后性,保证了控制的准确性。
图3给出解决方案中真空度控制系统的接线图。
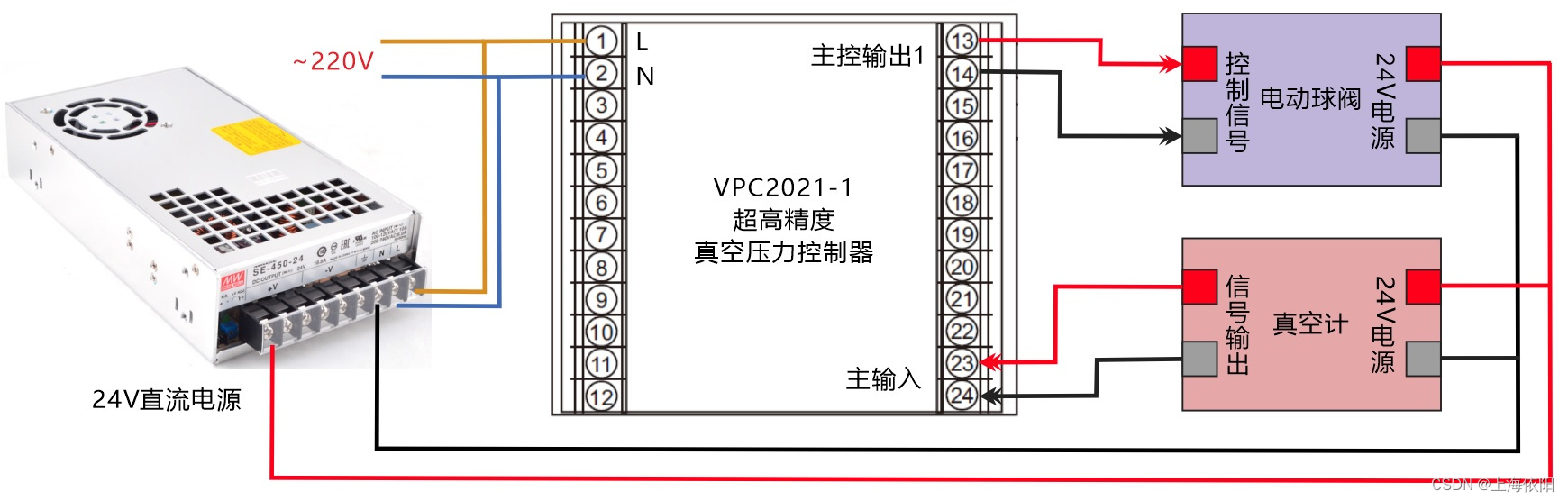
解决方案中所配置的VPC2021-1真空压力控制器具有标准MODBUS通讯协议的RS485接口,并配置了计算机软件,可通过在计算机上运行软件完成控制器的参数设置、远程控制操作、控制过程参数和曲线的显示和存储。
3. 总结
本解决方案将彻底解决了管式炉真空度的高精度控制问题,并具有以下特点:
(1)解决方案的下游真空度控制不受上游进气流量大小的影响,在调节的恒定进气流量下,石英管内的真空度可以自动控制在设定值上。
(2)本解决方案具有很强的灵活性,目前本解决方案所控制的是10~100Torr真空度范围,如果要进行0.1~10Torr范围的真空度控制,则通过在进气端口增加一个电动针阀,通过恒定排气流量的同时调节针阀开度,则可实现高真空度精密控制。同样,更换更大量程的真空计,还可以在石英管内实现微正压控制。
(3)本解决方案具有很强的适用性,在排气端增加真空进样装置,可将石英管加热炉内高温下产生的气体导入到质谱仪或与其他仪器联用进行产物分析。
(4)本解决方案中的真空压力控制器是一款通用性PID控制器,除了具有高精度真空压力控制功能之外,更换温度传感器和流量计后也可以用于温度和流量控制。
~~~~~~~~~~~~~~~