直线插补-逐点比较法
- 逐点比较法
- 四个节拍的工作流程如图所示
- 举例1
逐点比较法
逐点比较法逐点比较法是通过逐点比较刀具与所需插补曲线之间的相对位置,确定刀具的进给方向,进而加工出工件轮廓的插补方法。刀具从加工起点开始,按照“靠近曲线,指向终点”的进给方向确定原则,控制刀具的依次进给,直至插补曲线终点,从而获得一个近似于数控加工程序规定的轮廓轨迹。
逐点比较法插补过程中每进给一步都要经过以下四个节拍:
第一节拍一一偏差判别。判别刀具当前位置相对于给定轮廓的偏离情况,并以此决定刀具进给方向。
第二节拍一一坐标进给。根据偏差判别结果,控制刀具沿工件轮廓向减小偏差的方向进给一步。
第三节拍一一偏差计算。刀具进给一步后,计算刀具新的位置与工件轮廓之间的偏差作为下一步偏差判别的依据。
第四节拍一一终点判别。刀具每进给一步均要判别刀具是否到达被加工工件轮廓的纵点,若到达则插补结束,否则继续循环,直至终点。
四个节拍的工作流程如图所示
将直线的起点和终点坐标差较大的坐标轴取为基本坐标进行位置检测,直线的斜率为k。假设为第一象限平面直线,起点取在原点(0,0),终点为(xe,ye)。在直线上任意一点(x,y),可建立插补计算公式为
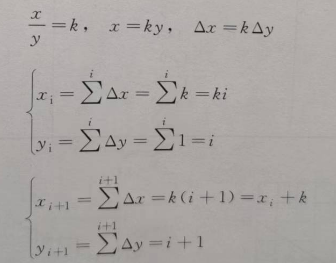
现假设第 i 次插补后,刀具位于点 T(X,Y),偏差函数

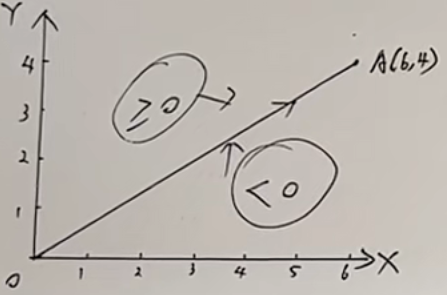
由F的值可以判断出P点与直线OE 的相对位置,即
Fi ≧ 0,表明P点在OE 直线上或上方;
Fi<0,表明P点在OE 直线的下方;
当 F≧0 时,沿x轴正方向走一步,逼近直线OE;当Fi<0时沿y轴正方向走一步逼近直线OE;
关于终点判别法,主要有以下两种
(1)第一种方法。设置x、y 两个减法计数器,在坐标(或y坐标)进给一步时,计数器减1,直到这两个计数器中的数都减到零时,便到达终点。
(2)第二种方法。用一个终点计数器,寄存x和y两个坐标,从起点到达终点的总步数∑= lXel + lYe l,x、y 坐标每进给一步,∑减去1,直到∑为零时,便到达终点。
举例1
对直线段OE 进行插补运算,原点坐标为(0,0) A 点坐标为(6,5),写出控制装置内插补运算步骤:
初始化:Xe=6,Ye=4,偏差过程如下表所示
E步数为 |Xe|+|Ye| =6 + 4 = 10;
当F≥0时,刀具沿+X方向进给一步,新的偏差函数为Fi+1=Fi+|Ye|;
当F<0时,刀具沿+Y方向进给一步,新的偏差函数为 Fi+1=Fi+|Xe|;
| 步数 | 【第一拍】偏差判断 | 【第二拍】坐标给进 | 【第三拍】偏差计算 | 【第四拍】终点判别 |
|---|---|---|---|---|
| 0 | E | F(0,0) =0 | E = 10 | |
| 1 | F(0,0) ≥0 | +Y | F(1,0) = 0 - 4 = -4 | E = 9 |
| 2 | F(1,0) < 0 | +Y | F(1,1) = -4 + 6 = 2 | E = 8 |
| 3 | F(1,1) ≥0 | +X | F(2,1) = 2 - 4 = -2 | E = 7 |
| 4 | F(2,1) < 0 | +Y | F(2,2) = -2 + 6 = 4 | E = 6 |
| 5 | F(2,2) ≥0 | +X | F(3,2) = 4 - 4 = 0 | E = 5 |
| 6 | F(3,2) ≥0 | +X | F(4,2) = 0 - 4 = -4 | E = 4 |
| 7 | F(3,2) < 0 | +Y | F(4,3) = -4 + 6 = 2 | E = 3 |
| 8 | F(3,2)≥0 | +X | F(5,3) = 2 - 4 = -2 | E = 2 |
| 9 | F(3,2) < 0 | =Y | F(5,4) = -2 + 6 = 4 | E = 1 |
| 10 | F(3,2) ≥0 | +X | F(6,5) = 4 - 4 = 0 | E = 0 |