工作:三菱伺服驱动器参数及电机钢性参数配置与调整
一、三菱PLC与伺服驱动器连接参数的设置
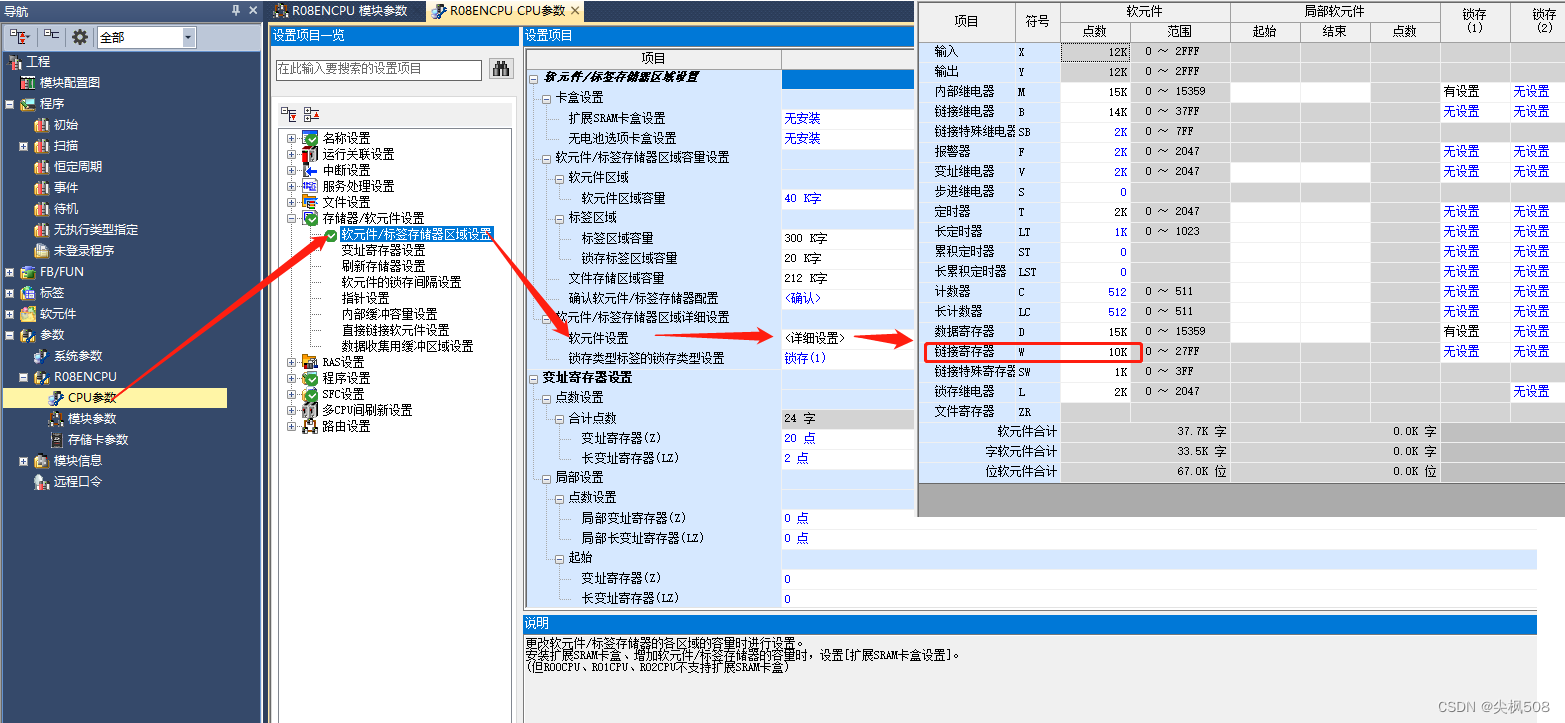
1. 伺服配置
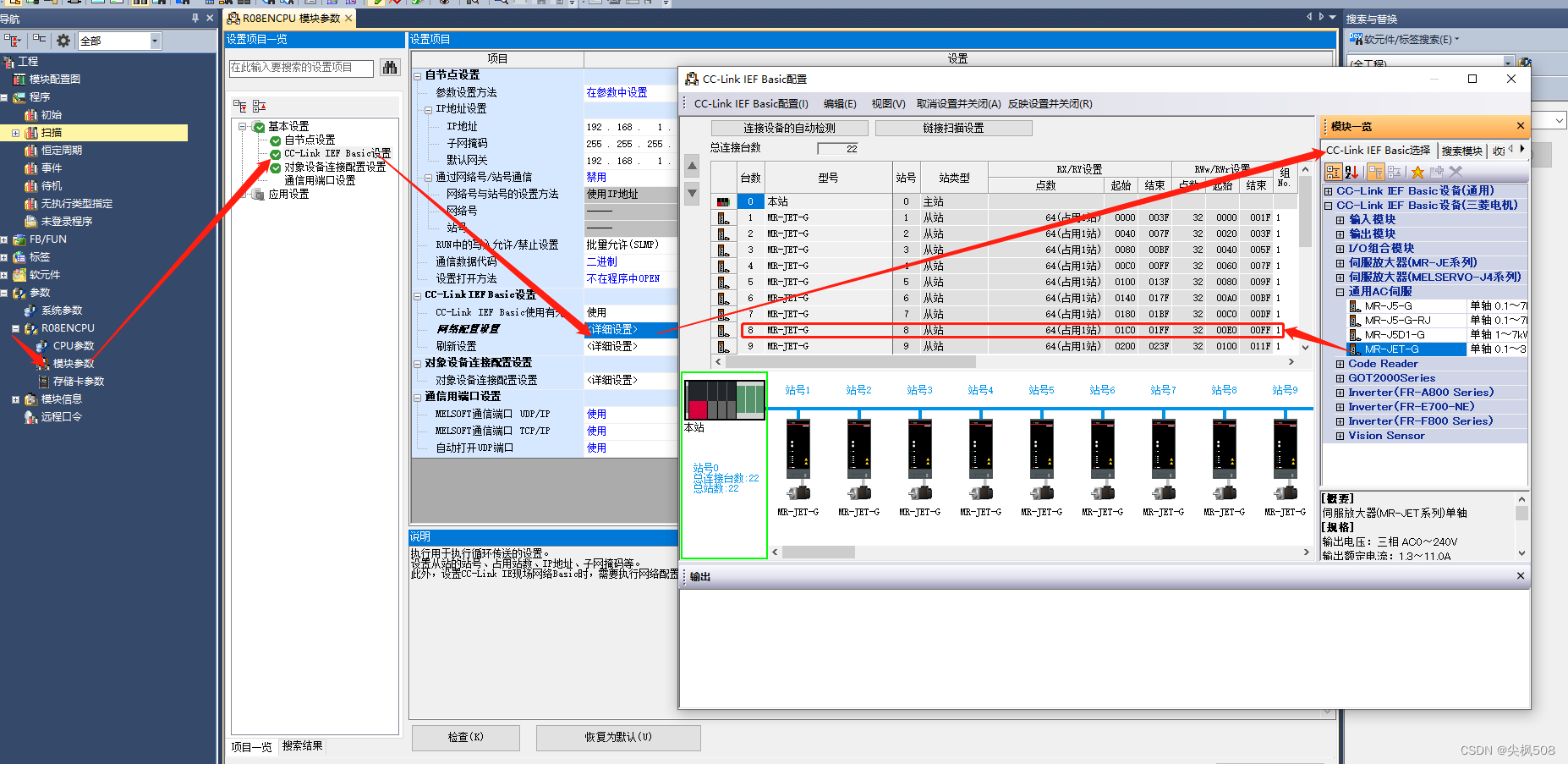
单个JET伺服从站链接侧占用点数:Rx/Ry占用64点、RWw/RWr占用32点
图中配置了22个JET伺服从站,占用点数:Rx/Ry占用6422=2048点、RWw/RWr占用3222=704点
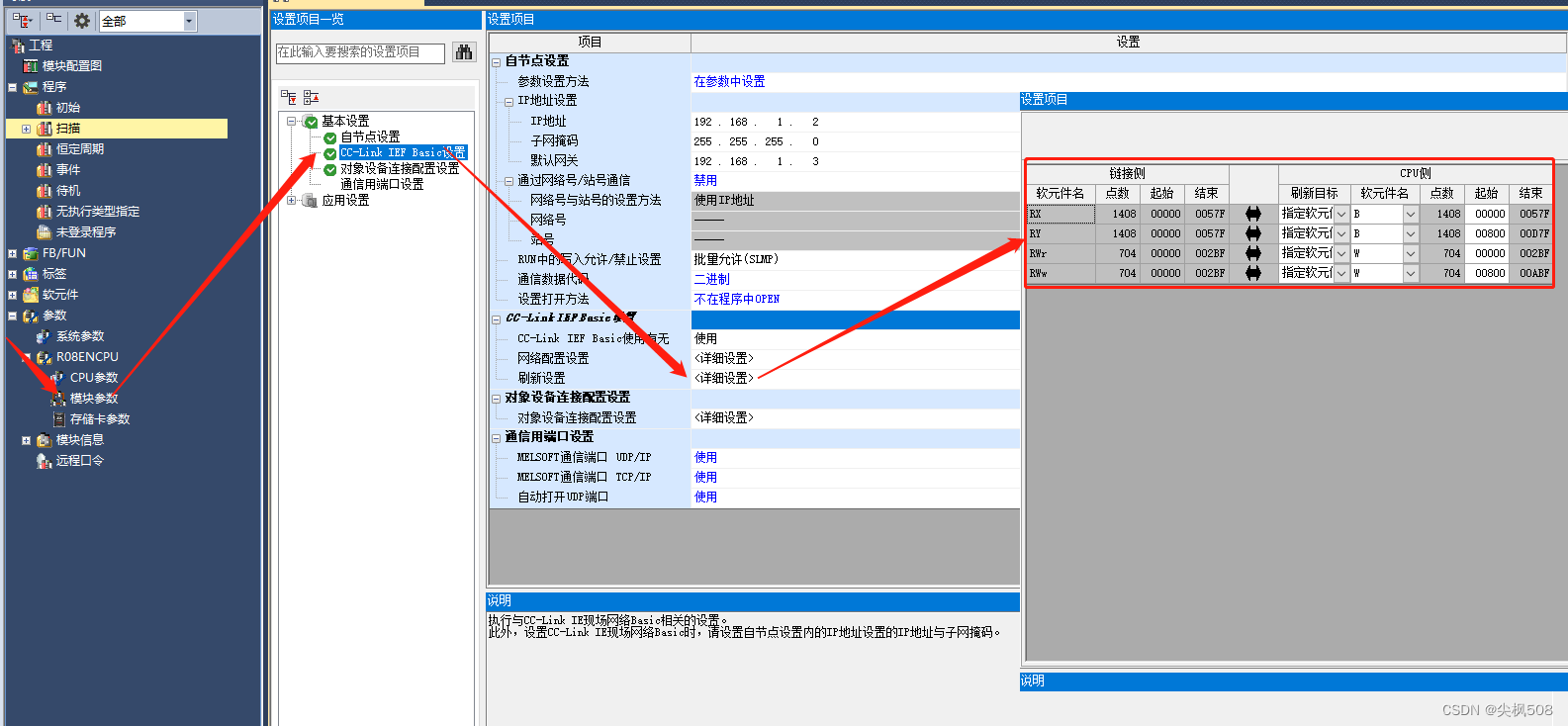
不管配置多少台JET从站, 软元件名 和 起始地址除了避开CC-LINK(RS485设备占用的映射)地址以外,必须按照上图设置,当GX works3软件默认分配的映射的字地址不够用时需去分配出来
具体配置方法及注意事项:
工作:三菱PLC之CC-Link IE Field Network通讯应用
2. 刷新设置
具体配置方法及注意事项:
工作:三菱PLC之CC-Link IE Field Network通讯知识及应用
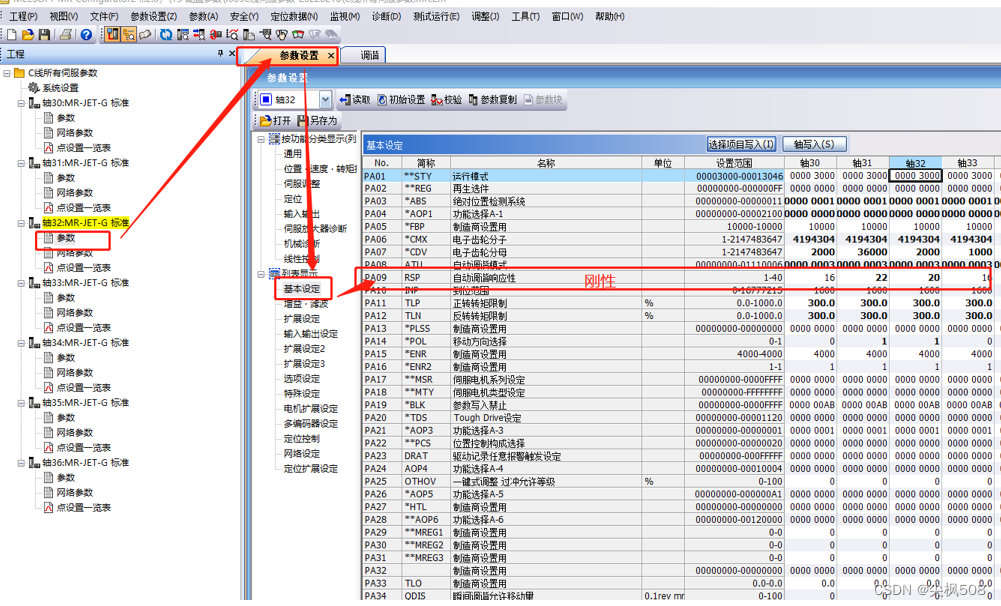
二、JET伺服参数设定
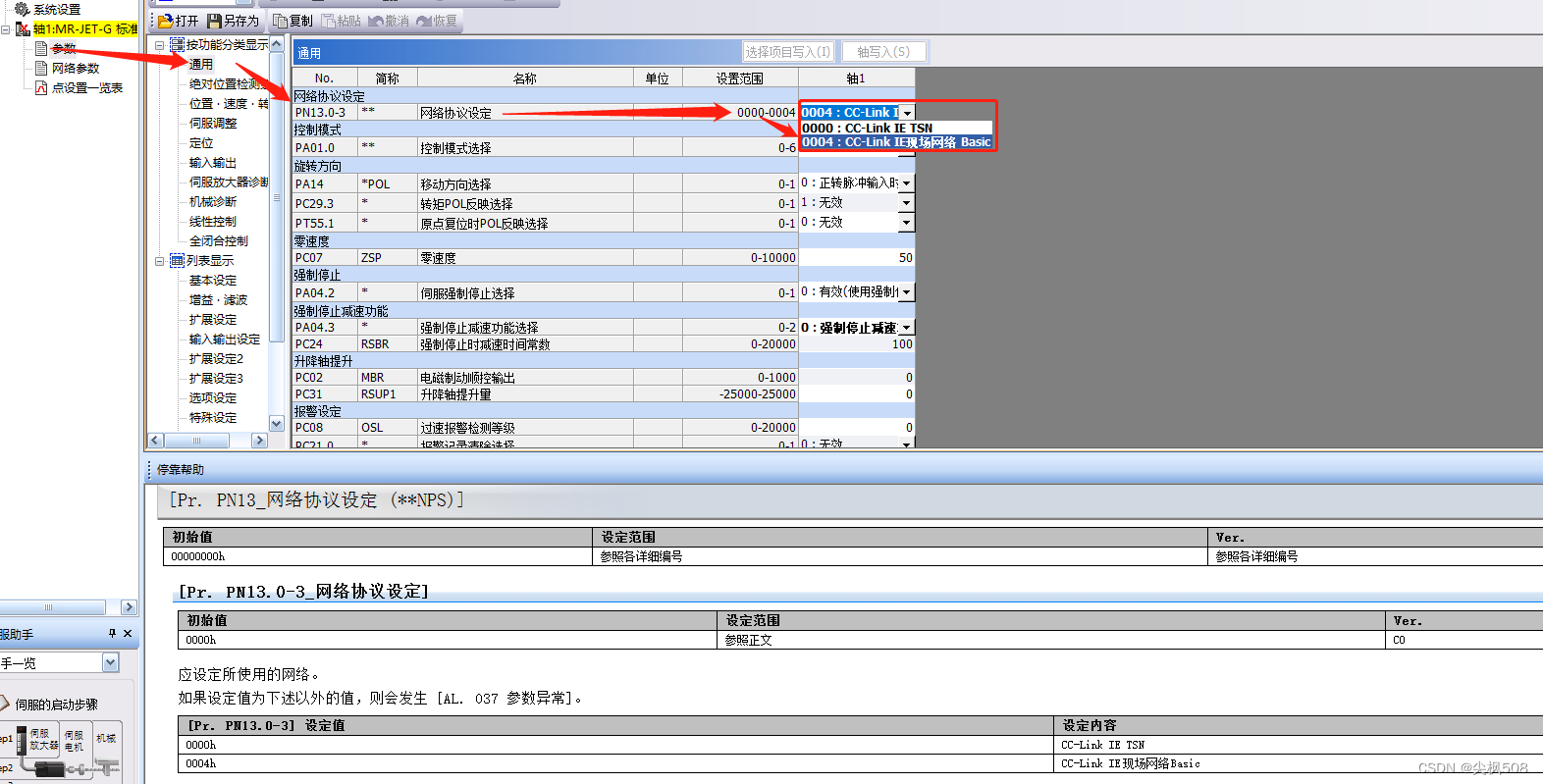
1. 基本参数设置
(1)PN13.0-3 选择CC-LINK IE 现场网络Basic
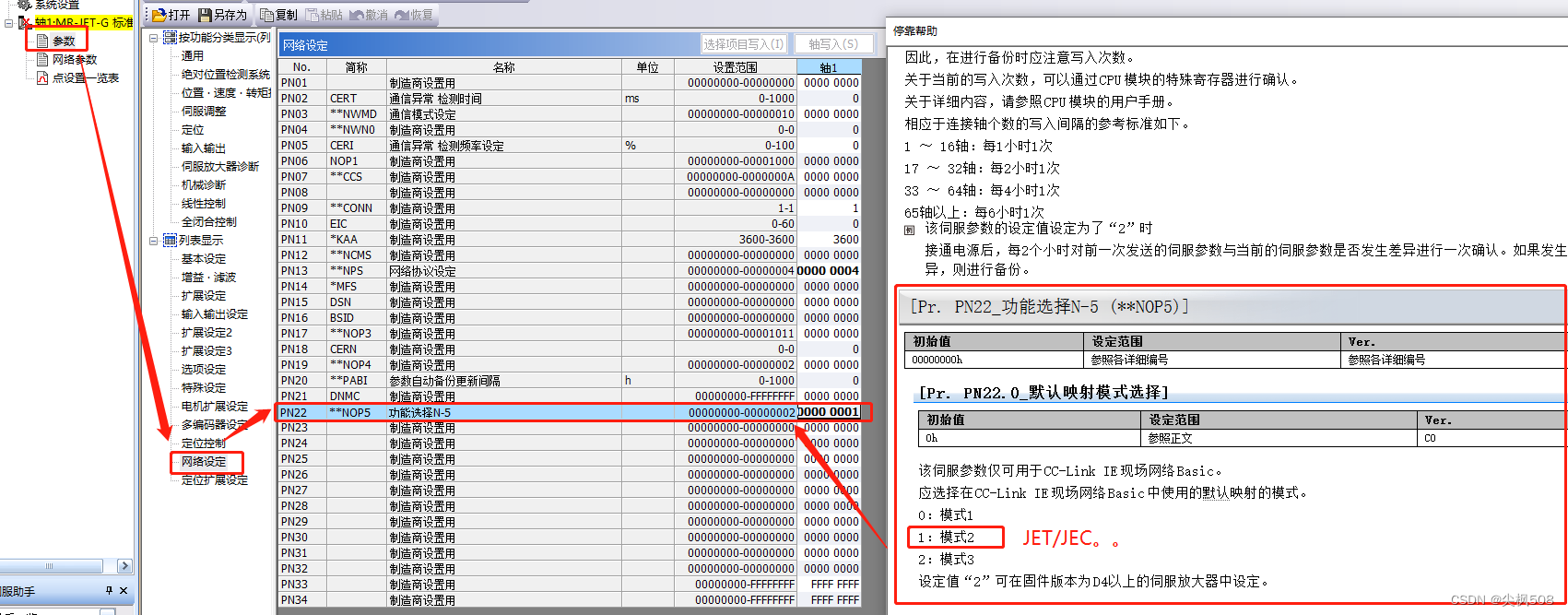
(2)PN22默认映射模式选择设0000 0001
2. 网络基本设置
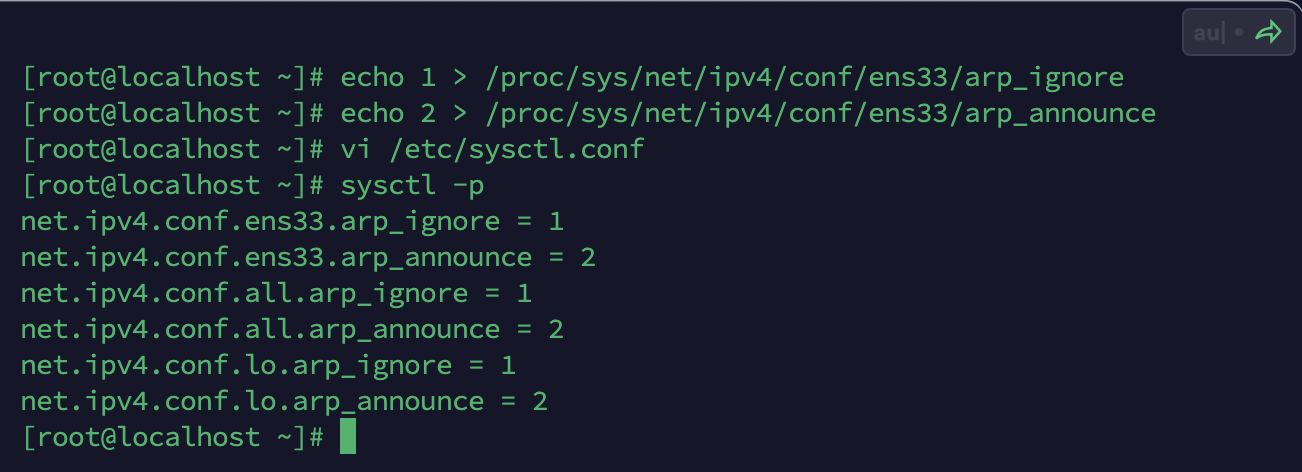
(1)IP选用方式设定
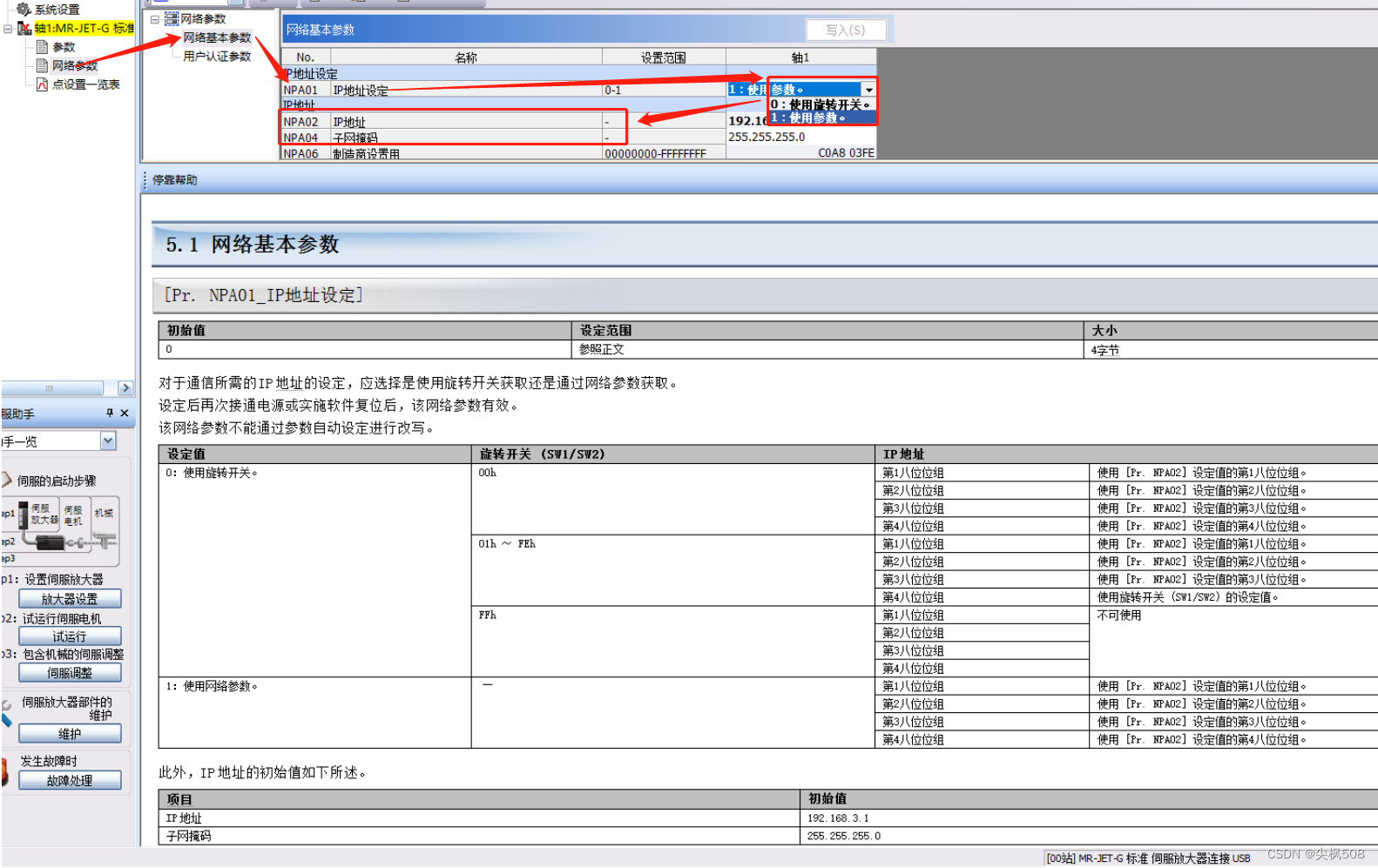
0:使用旋钮开关
1:使用文件里的参数设置
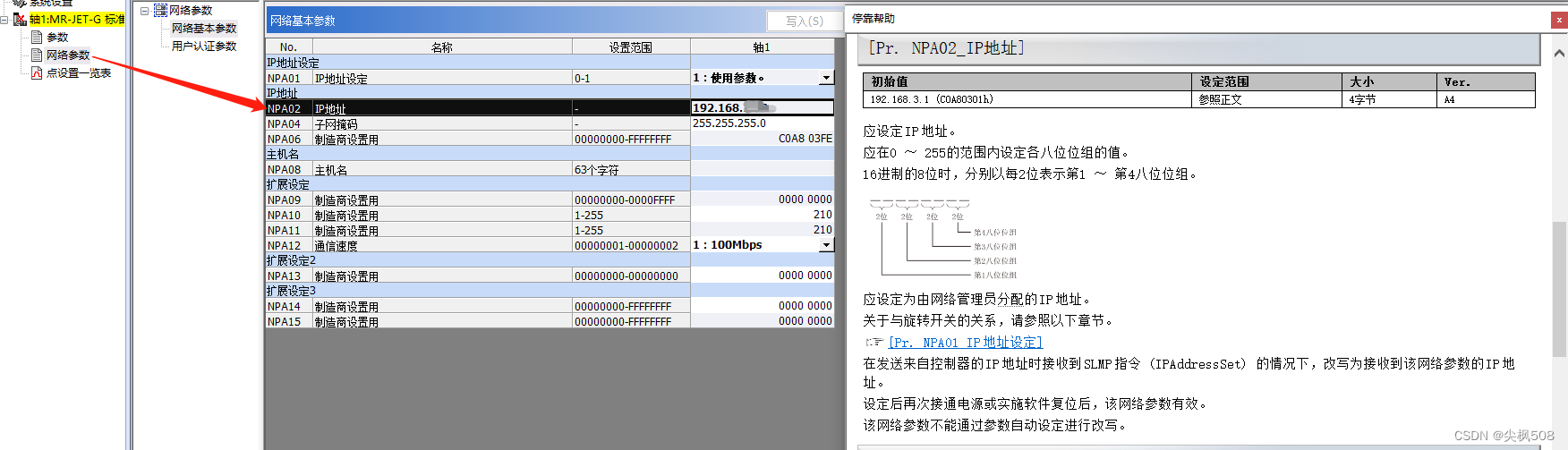
(2)IP设置
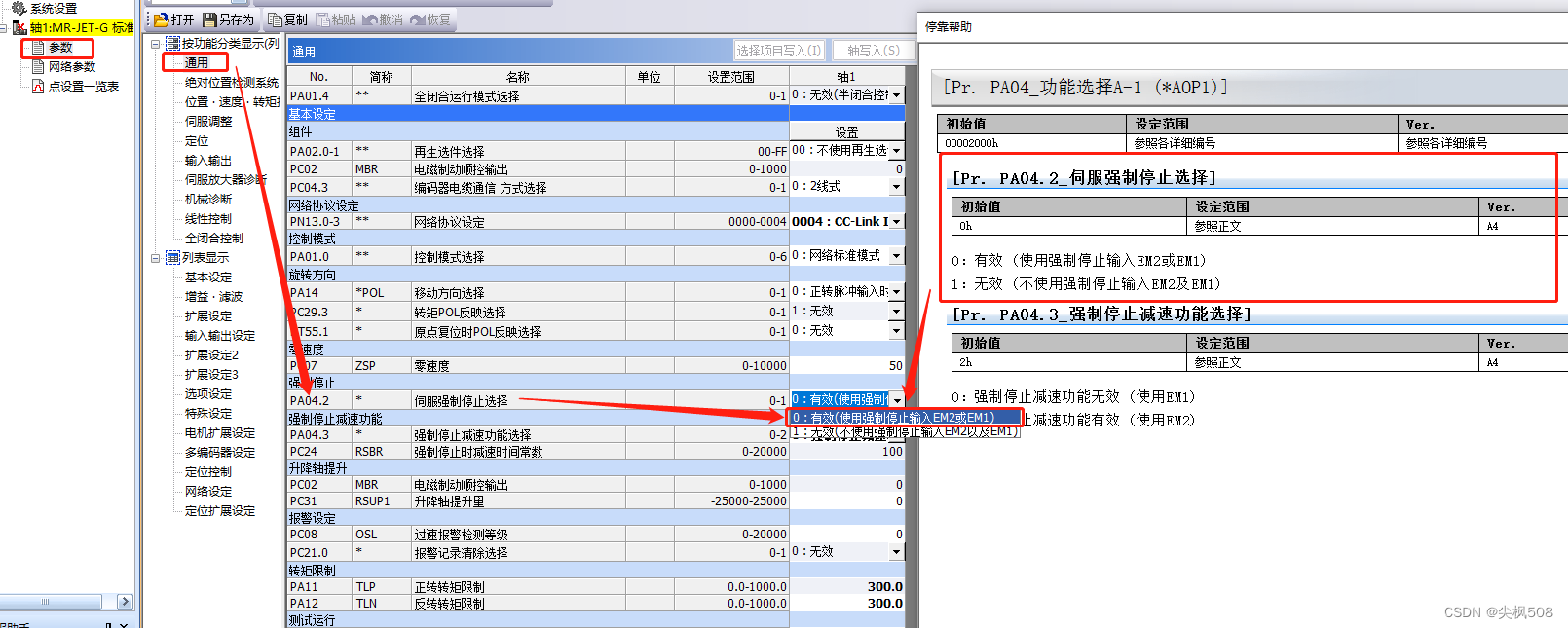
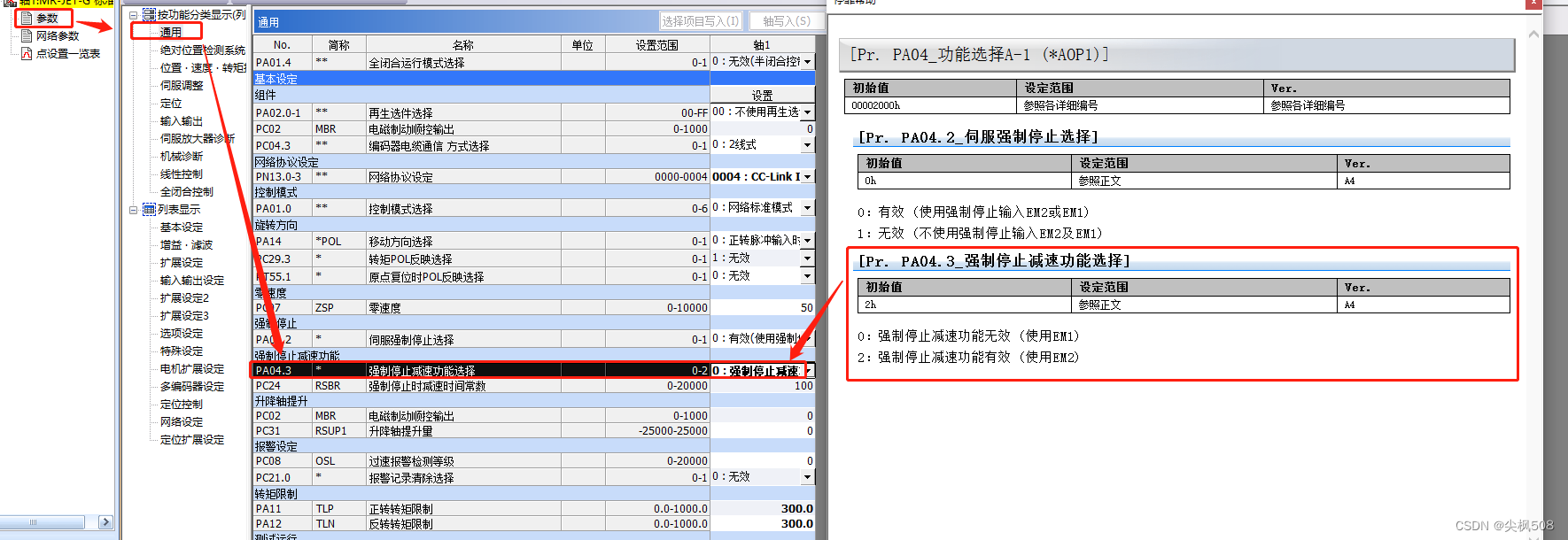
3. 其他参数
(1)PA04.2 伺服强制停止选择 / PA04.3 强制停止减速功能选择
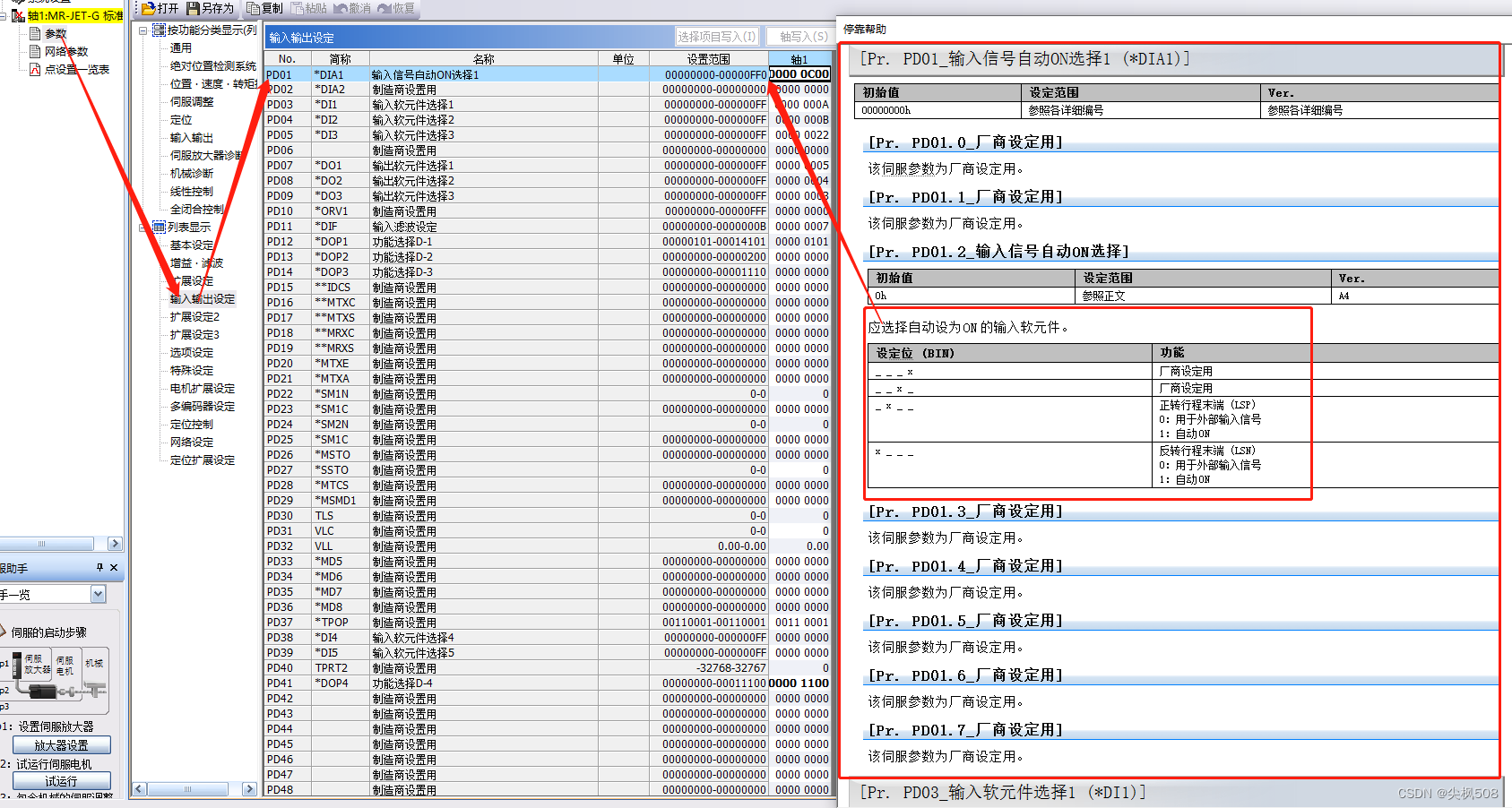
(2) PD01.2正反转行程末端信号自动ON
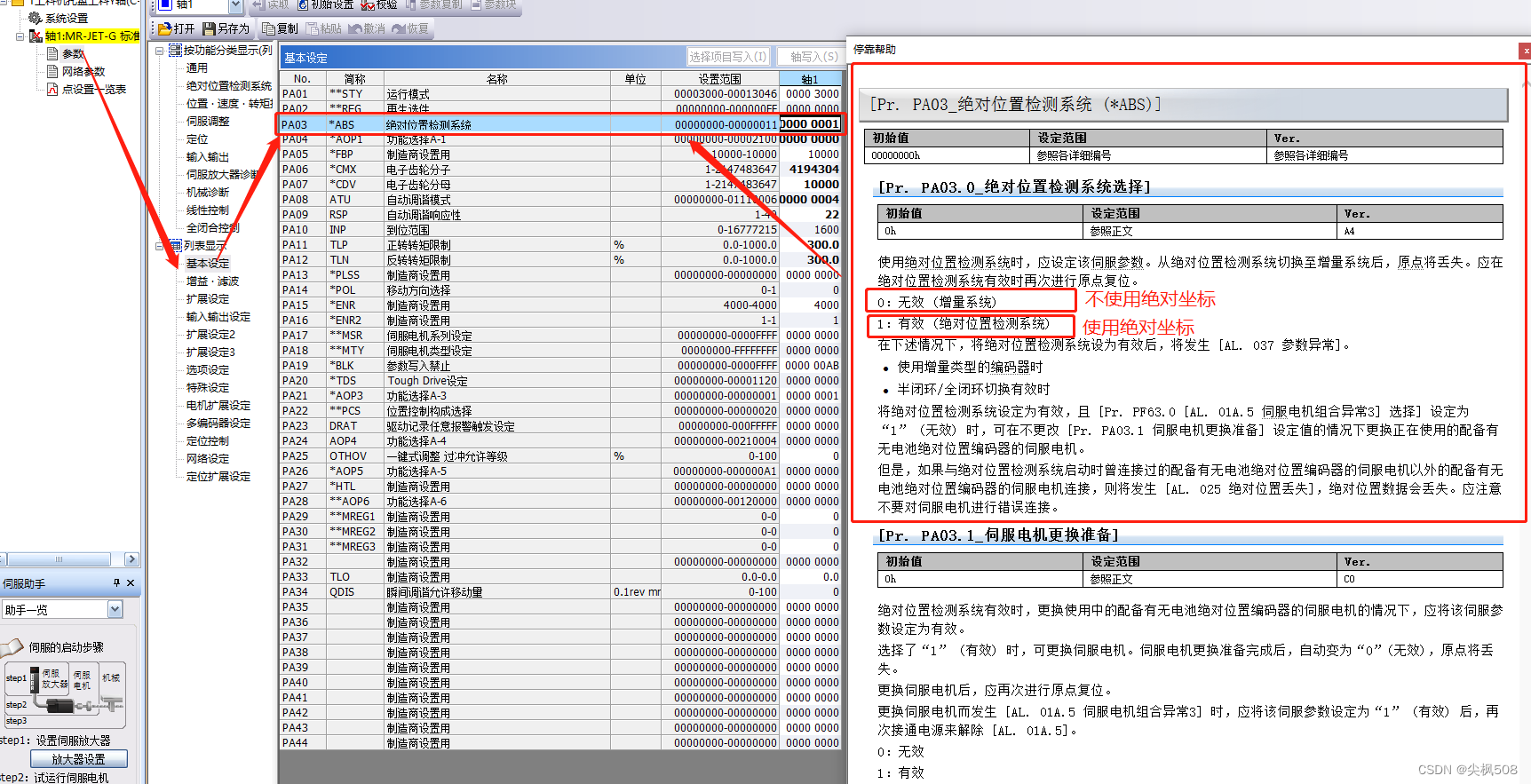
(3)PA03.0_绝对位置检测系统选择
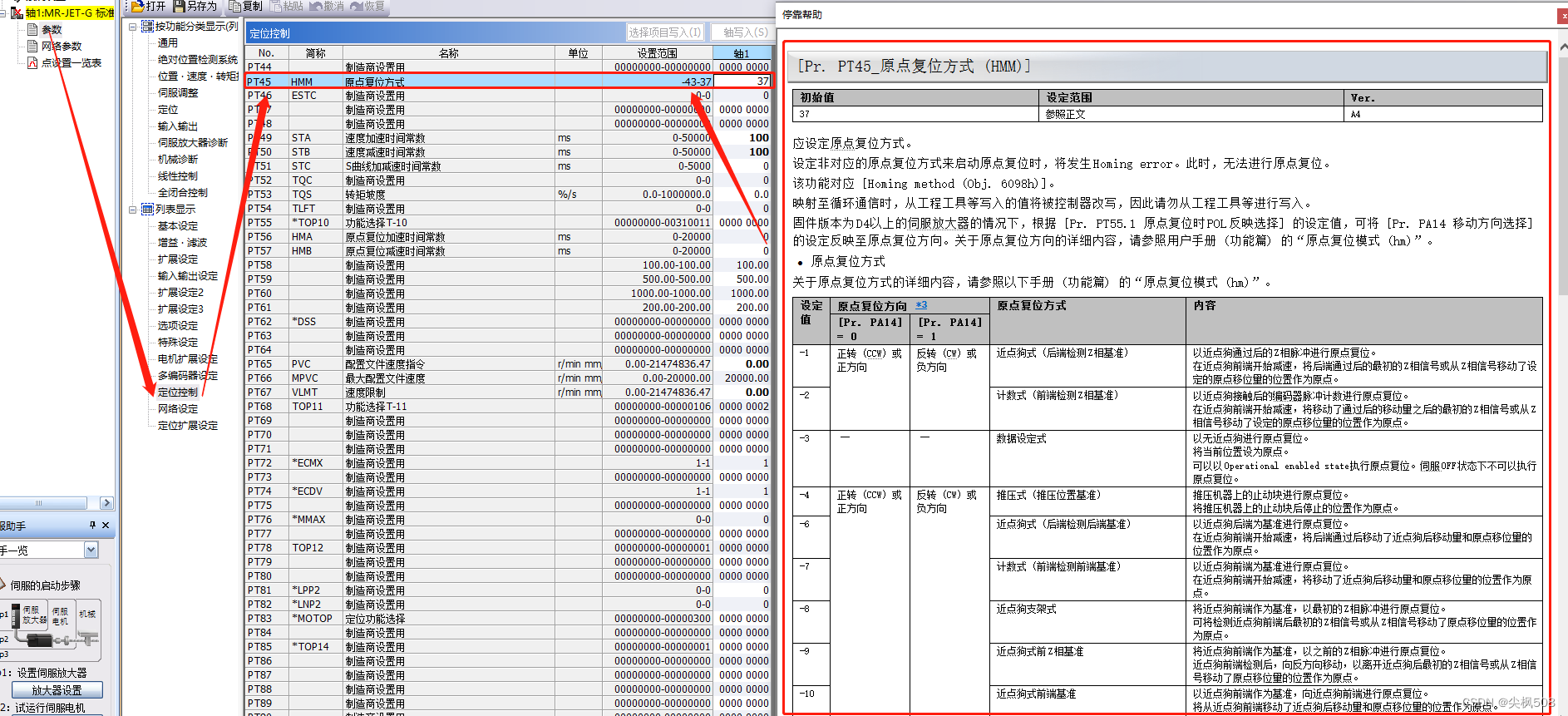
(4)PT45_原点复位方式 (HMM):回零方式

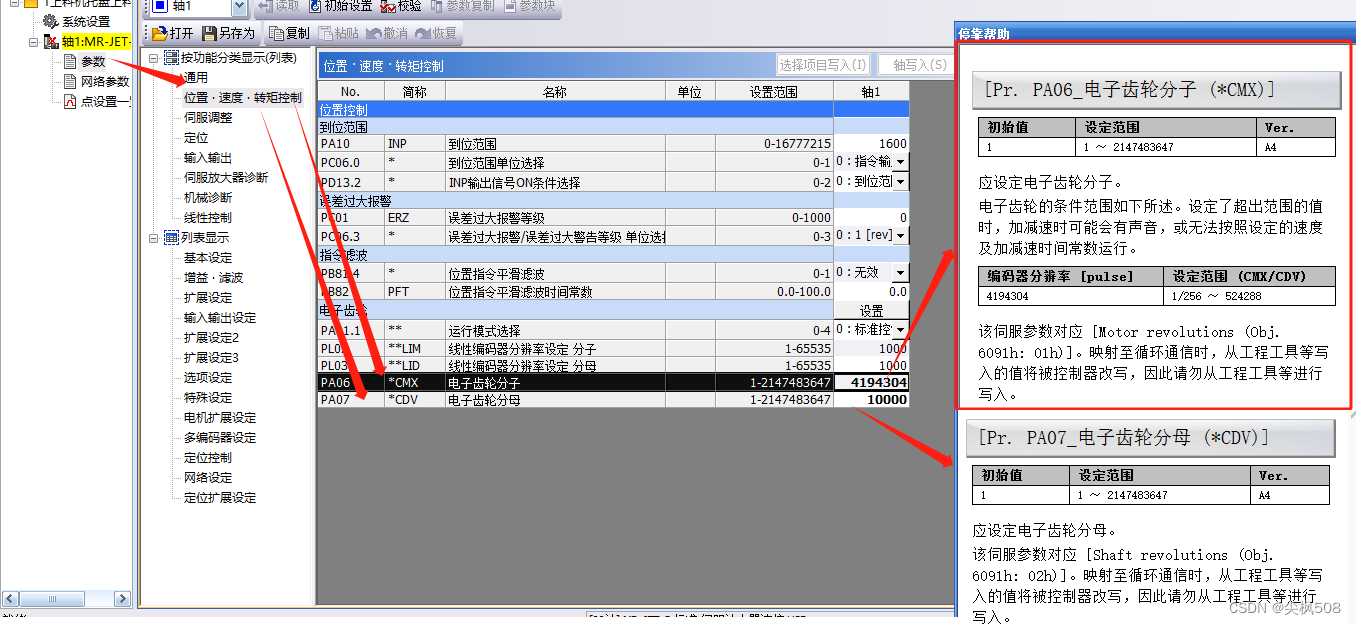
(5)PA06_电子齿轮分子 (*CMX)、PA07_电子齿轮分母 (*CDV)
前者是编码器分辨率决定,主要用2的17次方和22次方的编码器,2^17 =131,072 ; 2^22=4,194,304。后者是电机转一圈使用的脉冲数,后者若是距离mm,则设定“导程除精度”个脉冲数,如导程10mm,要求精度为0.01mm,设定的每转脉冲数为10/0.01=1000。若是度数,则设定“360度除精度”个脉冲数,如精度为0.01度,设定的每转脉冲数为360/0.01=36000.
实在还没机构,先临时放个数值,如1000先试。
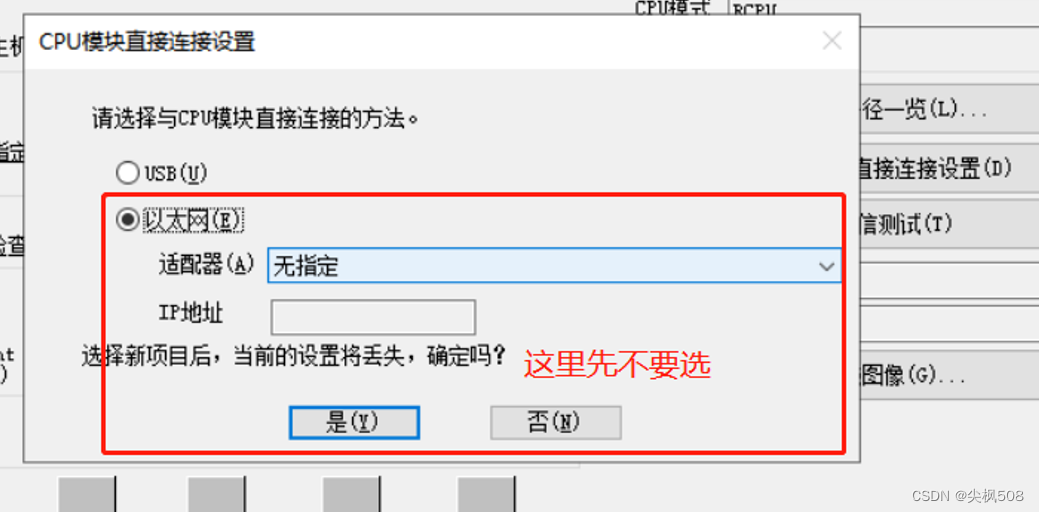
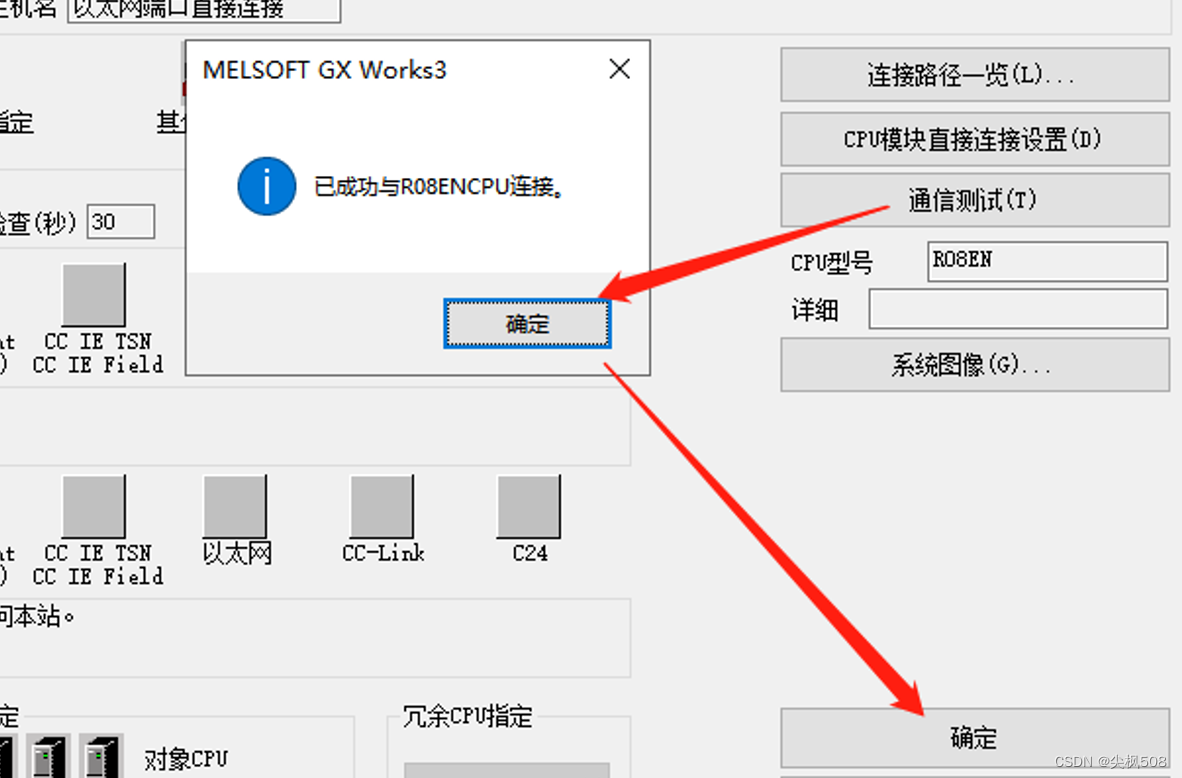
三、连接与刚性调整
1. 首连需用USB线连接
首连需用USB线连接,并将设定数据刷进伺服中,而后即可用网线连接。
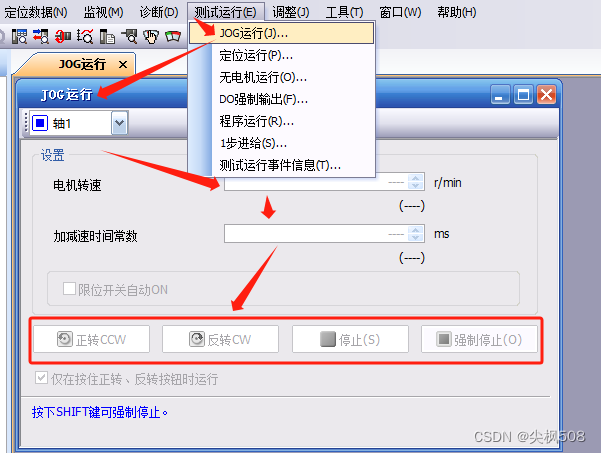
(1) JOG试运行
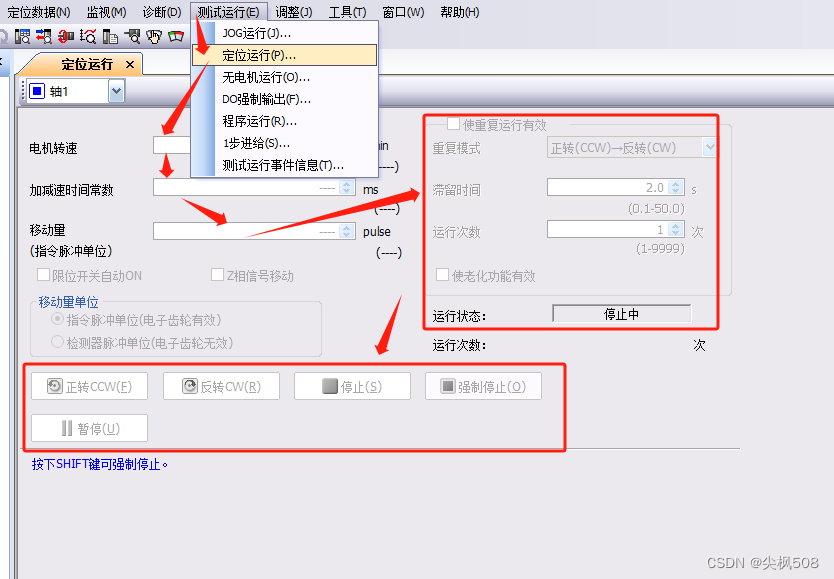
(2) 定位试运行
(3) 其他
2. 刚性调整
(1)新电机钢性调整
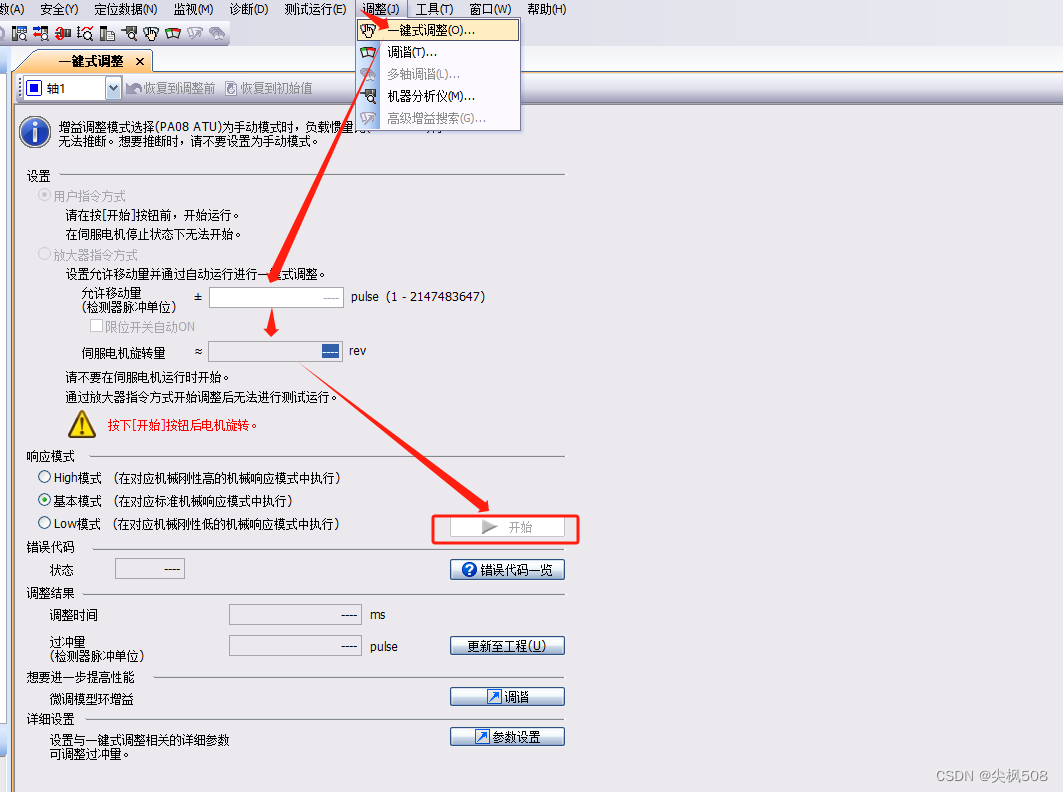
设定好自动调整时电动动作量,让其自动调整
(2)非首次使用电机
当电机为已经自动调整或者非首次使用的新电机,如果电机嘯叫或者电机停顿(过冲),则是调整刚性,若是机器抖动厉害,则是调整加减速时间。
以下可以针对不同参数进行单独调整进行调试。
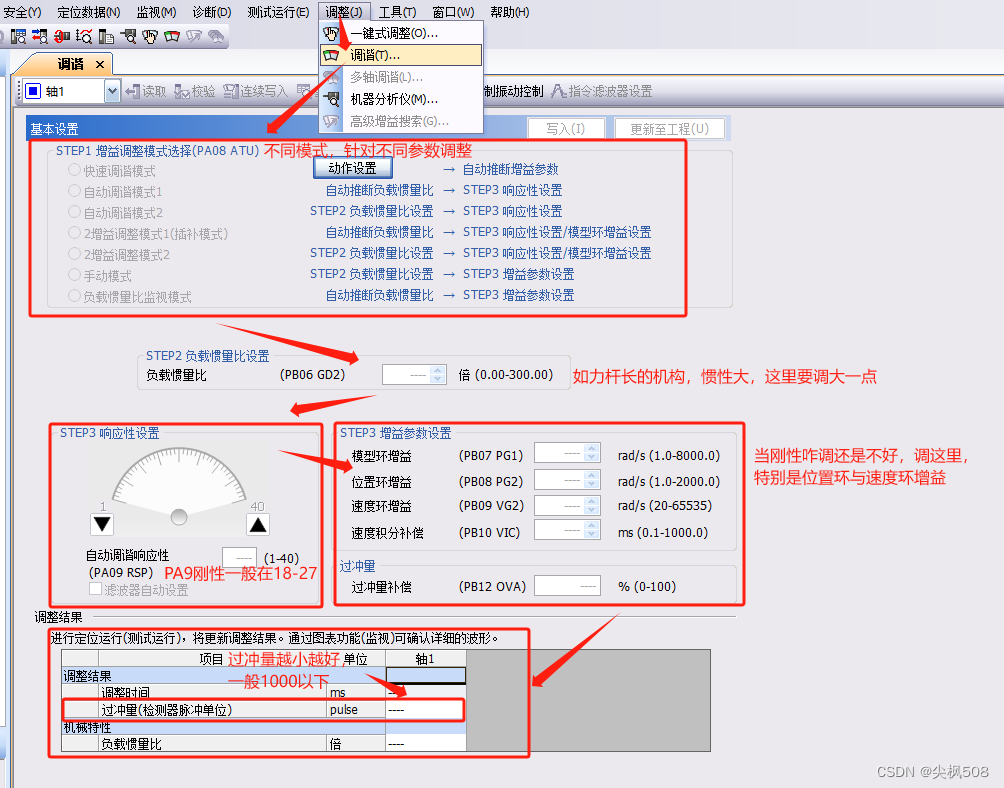
进行不同参数单独调整,一般只需要调整以下参数
Pa09-pa10,pb06-pb12

(3) 图表监控(数字示波器)
图表监控有2种方法可以监控,一是Mr Configuration2,二是GX WORKS 3 的模块工具。
一、Mr Configuration2图表
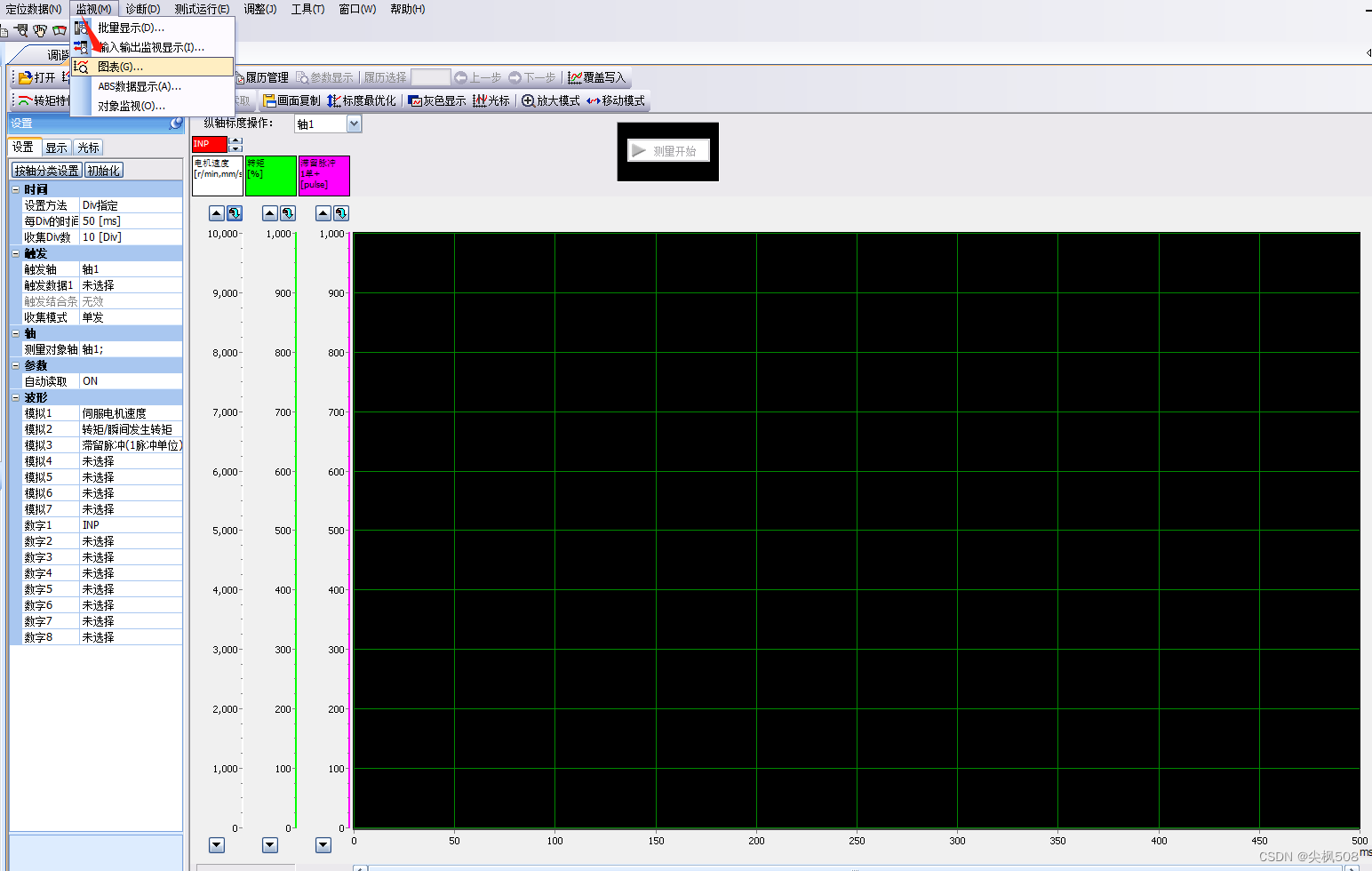
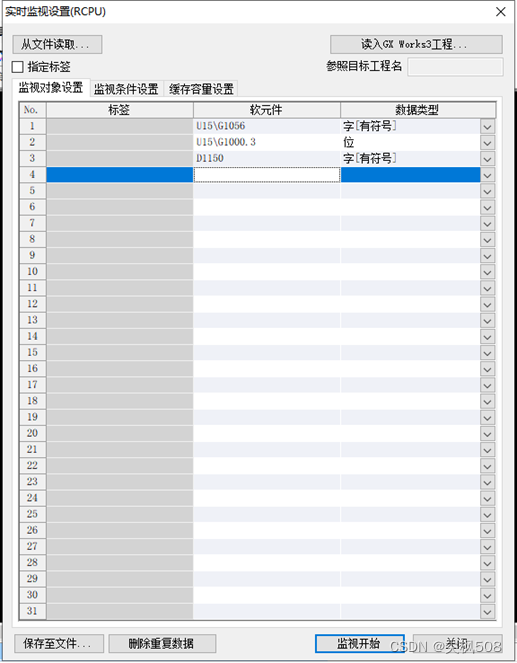
二、GX WORKS 3 的模块工具-数字示波器
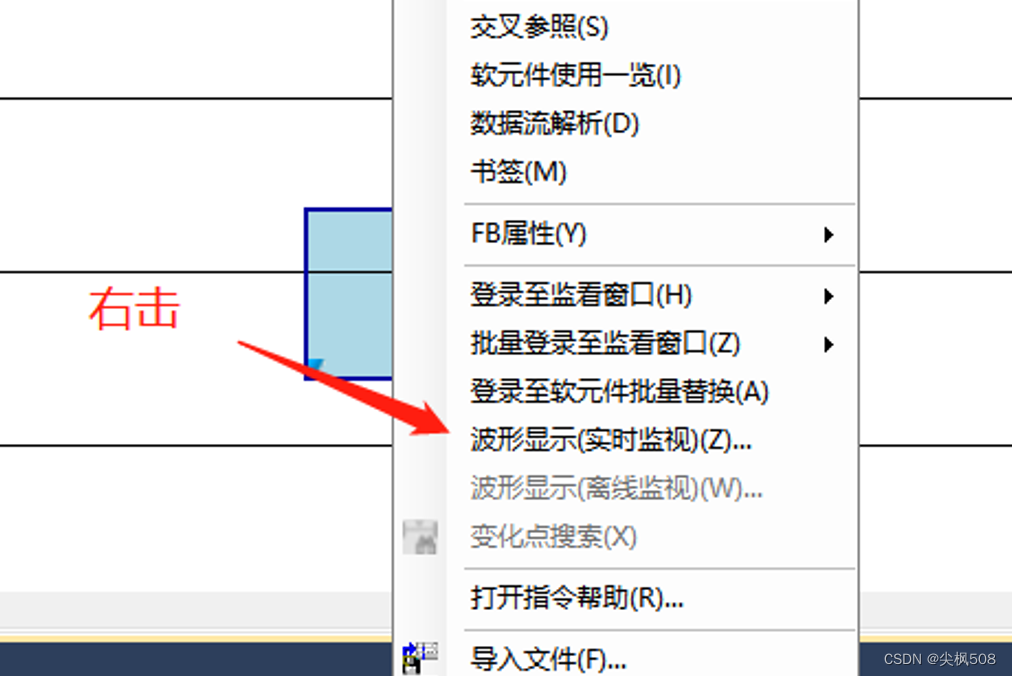

填监视地址:
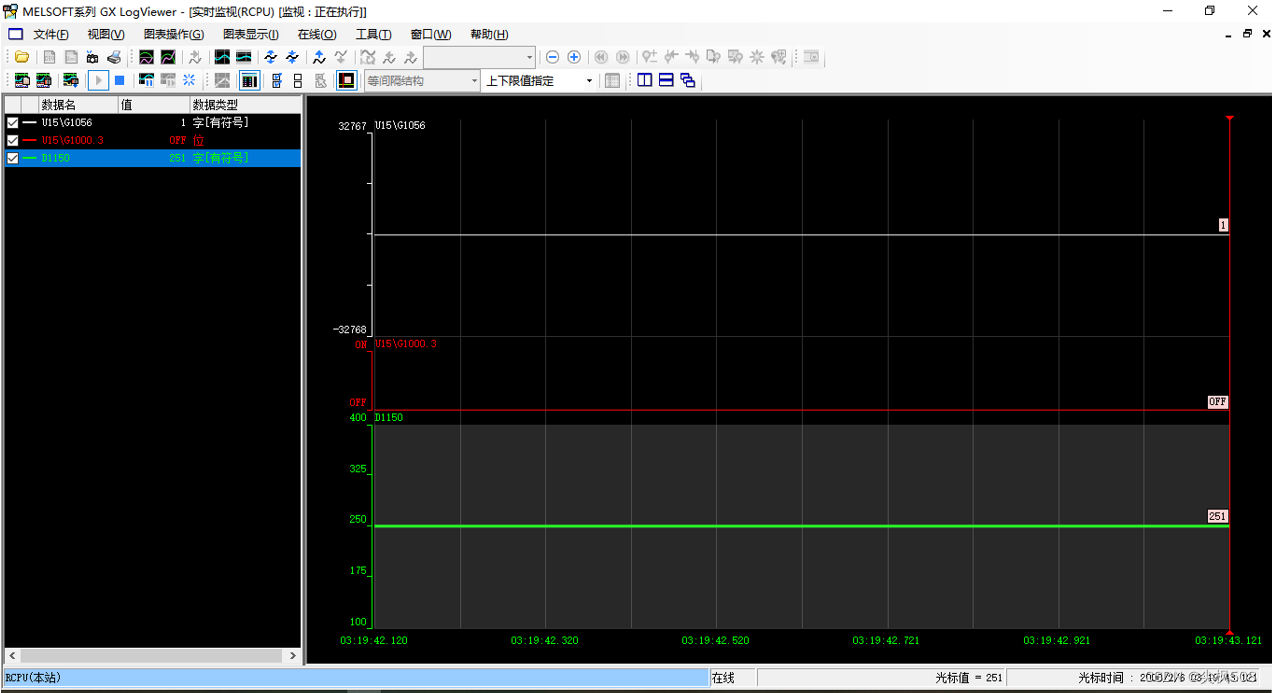
数字示波器图可以和真实示波器一样,图表叠在起,可以设上下限(包括自动设),也可以连接扫描记录下来保存后面再拿出来分析。
当然,我们可以用这个数字示波器来寻找数据赋值与释放的先后查BUG。
(4) 增益调整文档位置
使用手册如下文件,调刚性方法在5.2-5.5及第六章、第七章,一般调PA/PB
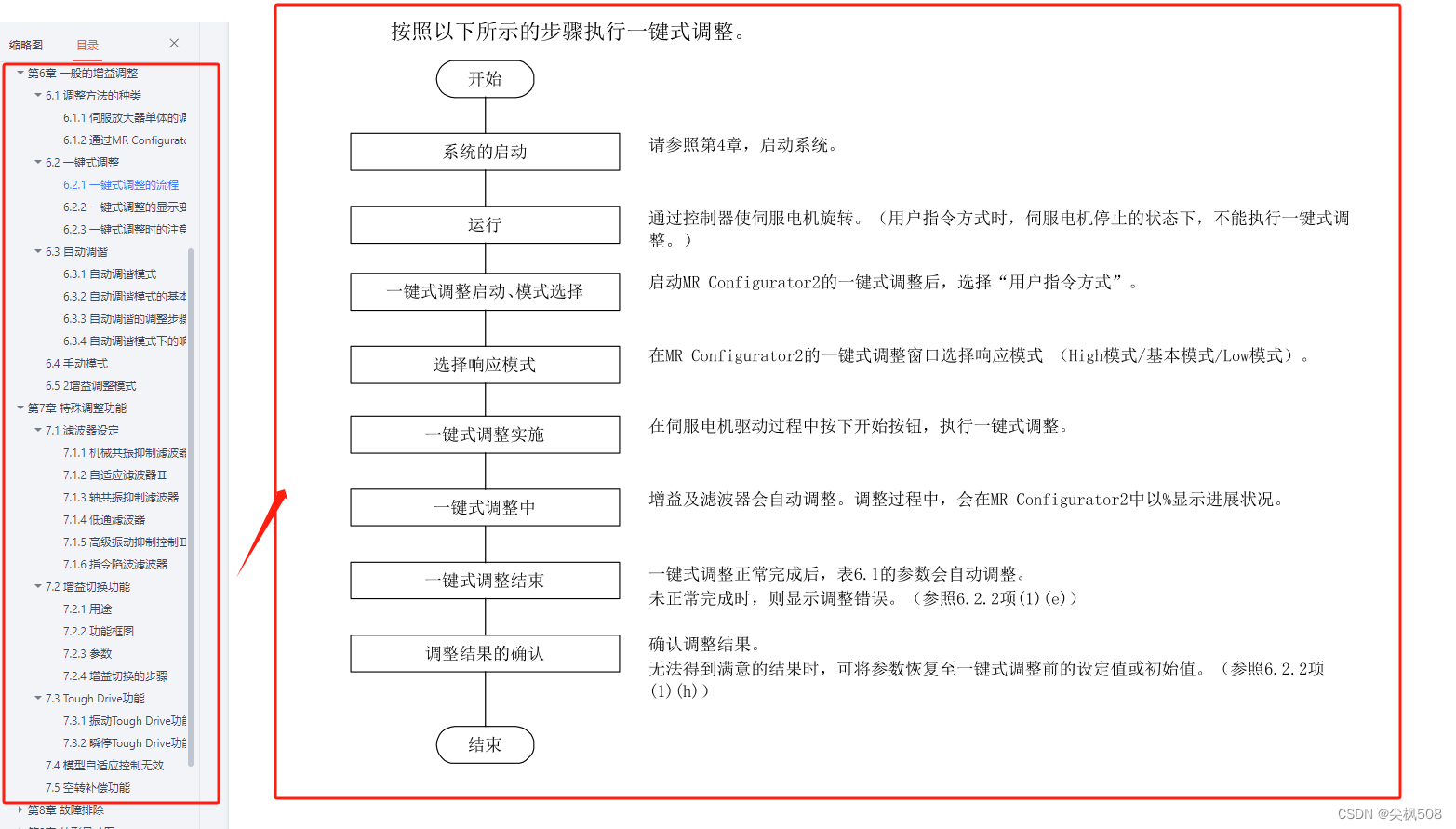
文件来源SH(NA)-030260-B_MR-JE-_C伺服放大器技术资料集,进入官网搜索:MR-JE-_C 技术资料集
四、控制一个轴点动、绝对定位移动、相对定位移动…
参考工作:三菱PLC与伺服之CC-Link IE Field Network通讯应用第四章第3节
当然公司是有比较成熟的整个电机控制代码块的,不会这样一点点分散。可以一下子生成N个轴的控制且同一个功能代码。