摘要:在玻璃生产中对玻璃窑炉中窑压的要求极高,通常需要控制微正压4.7Pa(表压),偏差控制在±0.3Pa,而窑炉压力还会受到众多因素的影响,所以实现高稳定性的熔窑压力控制具有很大难度,为此本文提出了新的解决方案对现有玻璃窑炉压力控制系统进行改进。解决方案采用不同口径双蝶阀并联结构进行排气,并通过使用高速蝶阀、高精度压力传感器和超高精度分程式压力控制器,可大幅度提高窑炉压力的控制精度和稳定性。
原文阅读:(PDF格式)
1. 问题的提出
窑炉是玻璃生产制造过程使用的重要设备之一,担负着熔化原材料、调节玻璃液气泡等缺陷。在玻璃生产中对玻璃窑炉中窑压的要求极高,通常需要控制微正压4.7Pa(表压),偏差控制在±0.3Pa,因此需要极其精确的窑压检测和灵敏准确的窑压控制。在玻璃生产中,影响窑炉压力主要有以下几方面的因素:
(1)窑炉温度需控制在上千摄氏度的高温环境才能使原材料熔制成均匀、无气泡的玻璃液,如此高温环境往往使部分原材料在窑炉熔化时易产生大量气体,导致窑炉内的玻璃液位波动大,使得窑炉内的压力不稳定,进而干扰生产工艺,影响玻璃液的品质。
(2)玻璃熔窑由于采用的热源不同,结构形式有较大差别,如火焰熔窑、电熔窑和火焰‑电熔窑具有不同的结构,而且玻璃液与生产窑内部顶侧壁之间留有气体空间,受玻璃液进液量的影响,也会引起玻璃窑内气体空间的压力时常变化。
(3)在实际生产中,受外界天气变化、窑炉外部环境变化以及窑炉内部温度变化等多种的影响,导致窑炉内外的压力差产生波动,导致玻璃液位波动进而影响窑炉压力变化。
(4)此外,从玻璃窑炉中排出的烟气带有较高的热量,且国家对玻璃窑废气的环保标准越来越高,为了充分利用此部分热量和减少环境污染,达到节能减排的目的,现有的玻璃窑炉一般都连接有余热回收装置和除尘装置,这些装置对于玻璃窑炉中的压力稳定也会产生影响。
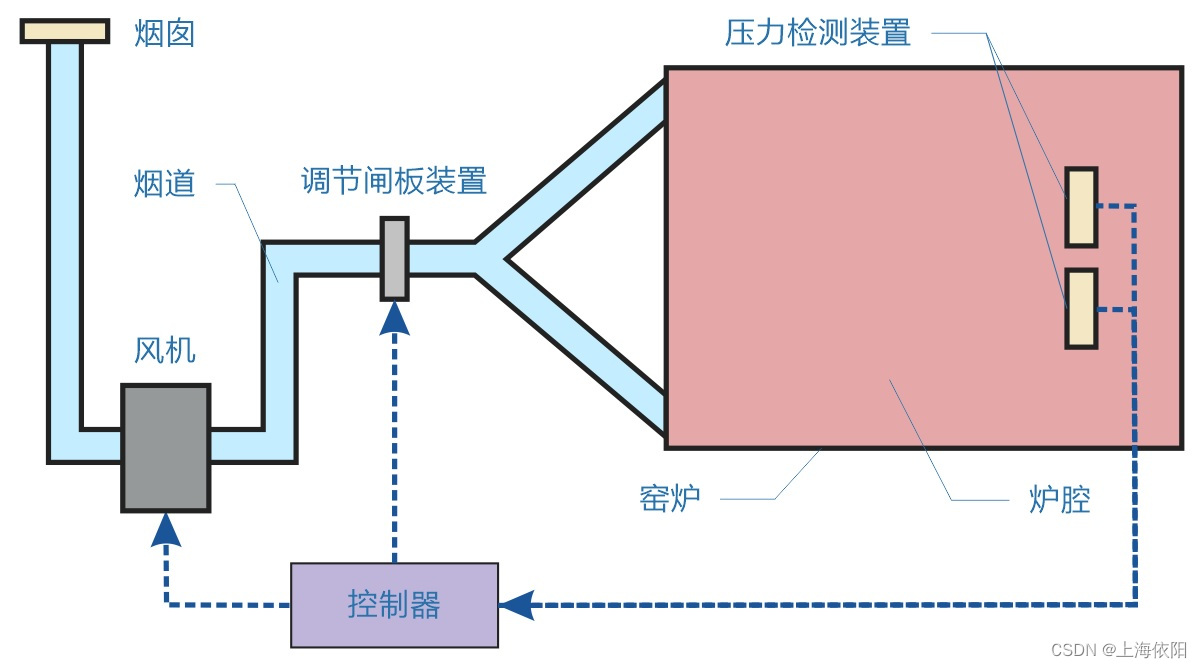
目前,国内常用玻璃窑炉压力控制系统的典型结构如图1所示,其工作原理是通过控制器采集压力传感器与压力设定值进行比较后输出控制信号,控制信号分别驱动引风机改变功率和调节闸板开度来实现熔窑内的压力稳定。但这种引风机和闸板在排气烟道内的串联结构很难实现高稳定性的压力控制,为此本文提出了改进的解决方案,以更好实现玻璃熔窑内压力的长时间的稳定控制,并快速降低各种影响因素对压力稳定的影响。
2. 解决方案
改进后的解决方案将采用以下几方面的技术措施来实现窑炉压力的稳定控制:
(1)图1所示的风机和调节闸板的串联结构使得烟道内的排气速率完全受到风机和闸板两者之一的最小流量限制,很难实现既要保持正压、又要控制压力微小波动。为此,解决方案将采用如图2所示的并联结构,即在主烟道上并联一个小口径的旁路烟道,这样既能保证以较大抽速使高温下的窑炉压力快速回归至微正压附近,同时又能采用旁路的较小抽速进行精细调节使压力稳定。
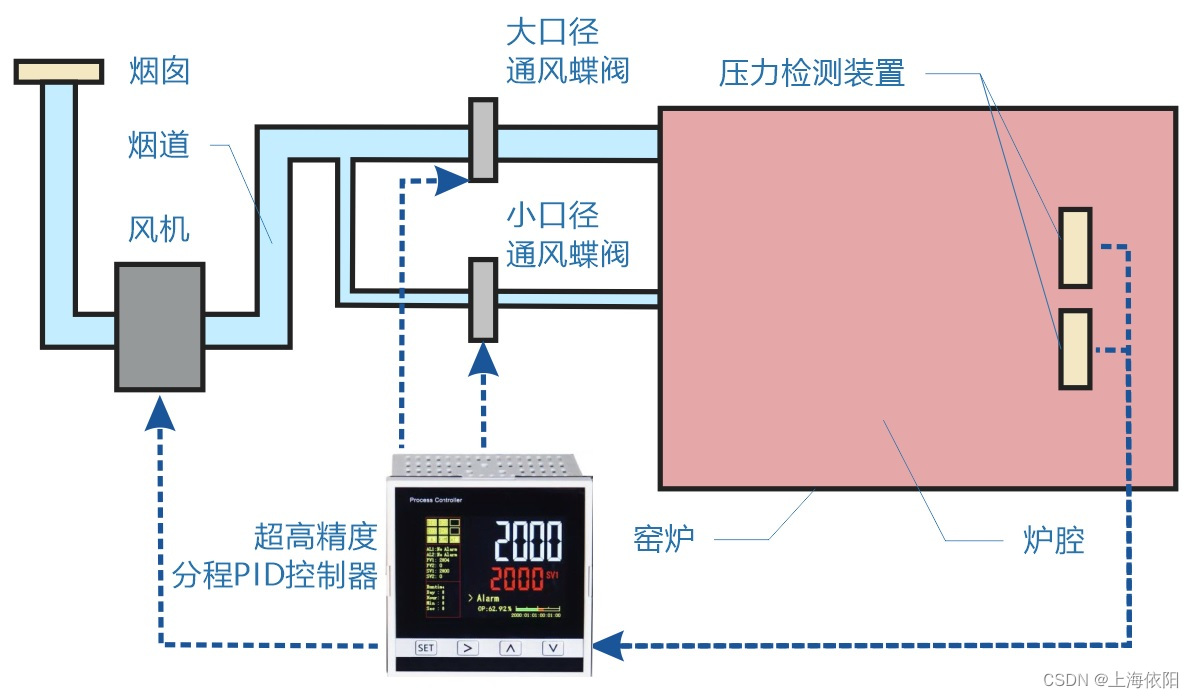
(2)使风机处于全速工作状态,而在主烟道和旁路烟道上分别增加不同口径、且具有较快响应速度(1秒以内)的电动通风蝶阀。这样,通过不同口径高速蝶阀的快速开度变化,可以对窑炉压力进行快速调节并达到稳定。
(3)压力传感器的测量精度是决定玻璃窑炉内部压力稳定控制的关键要素之一,因此本解决方案采用了0.1%的高精度压力传感器,压力测量范围尽可能的小,如0~100Pa(表压)。
(4)决定窑炉压力稳定控制的另一个关键因素是压力控制器的测量精度、控制精度和控制模式,为此本解决方案选择了VPC2021系列超高精度压力控制器,其具有24位AD、16位DA和最小输出百分比为0.01%,这是目前工业用PLC根本无法实现的测控精度。另外,VPC2021系列压力控制器具有分程控制功能,可同时对两个不同口径通风蝶阀进行快速控制,且控制器同时还具有PID参数自整定功能、标准的MODBUS通讯协议和相应的计算机测控软件。
3. 总结
综上所述,解决方案通过采用不同口径双蝶阀并联结构,可在排气方式上既能实现大流量排气,又能进行微小排气流量的调节,从结构上保证了窑炉压力的稳定性控制。另外,通过采用高速蝶阀、高精度压力传感器和超高精度分程式压力控制,从自动控制方面更进一步的保证了压力控制精度,比传统的PLC控制具有更好的控制精度和稳定性。