
一、案例背景
某电子制造企业的5G通信模块组装线,采用西门子S7-1200PLC(ProfiNet主站)进行产线调度,而精密组装工序由3台海克斯康工业机器人(EtherCAT从站)完成。由于协议差异,机器人动作与PLC逻辑存在150ms延迟,影响组装精度。捷米特JM-ECTM-PN网关的应用,构建了微秒级同步的控制网络。以此解决ProfiNet转EtherCAT的通讯。

二、技术参数
Ø EtherCAT转ProfiNet协议转换网关的应用案例在EtherCAT一侧为EtherCAT从站,在PROFINET一侧作为PROFINET从站。
Ø EtherCAT侧输入输出各式512字节
Ø 支持标准的PROFINET/IO协议
Ø PROFINET支持的最多16个槽位,支持最大的输入字节数为1440字节,最大的输出字节为1440字节,输入输出字节的长度由TIA Portal设定
Ø 供电:24VDC(±5%),最大功率3.5W
Ø 工作环境温度:-25~55℃,湿度≤95%
Ø 外形尺寸:34mm(宽)×110mm(高)×70mm(厚)
Ø 安装方式:35mm导轨
Ø 防护等级:IP20

三、设备连接与配置
物理连接
1. 网关部署:将JM-ECTM-PN网关安装在机器人控制柜内,采用DIN导轨安装
2. ProfiNet网络:通过工业交换机连接网关与西门子PLC,配置VLAN隔离控制网络
3. EtherCAT网络:使用超五类屏蔽电缆连接网关与机器人,形成星型拓扑
协议配置
1. ProfiNet参数:
o 分配网关设备名称:ROBOT_GW
o 配置IRT同步模式,通信周期1ms
o 映射16字节输入(机器人状态)和16字节输出(运动指令)
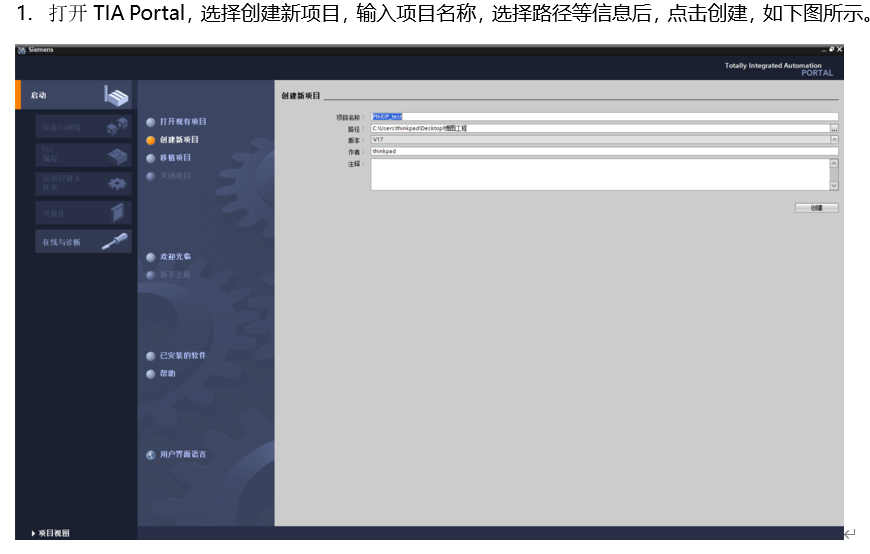
2. 通过 Portal 视图或创建完成的项目视图将 CPU 插入到项目中。
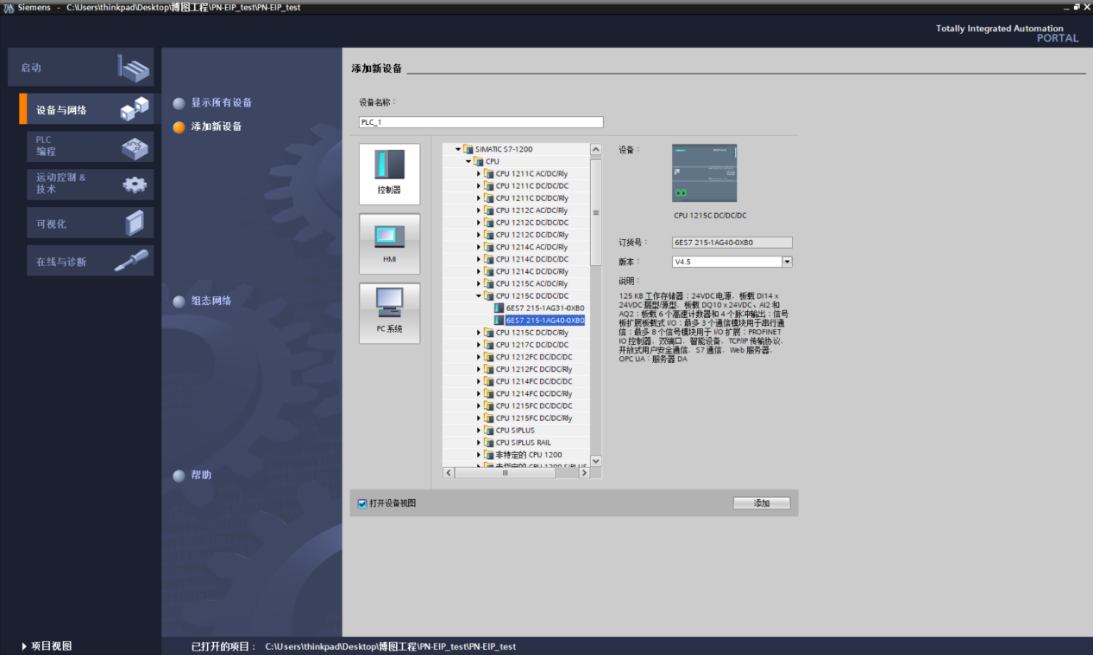
2. 在视图中,选择“设备和网络”并单击“添加新设备”(或者在项目视图中的项目名称下,双击“添加新设备”),如下图“添加新设备”对话框,添加支持PROFINET接口的控制器,例如6ES7 215-1BG40-0XB0。
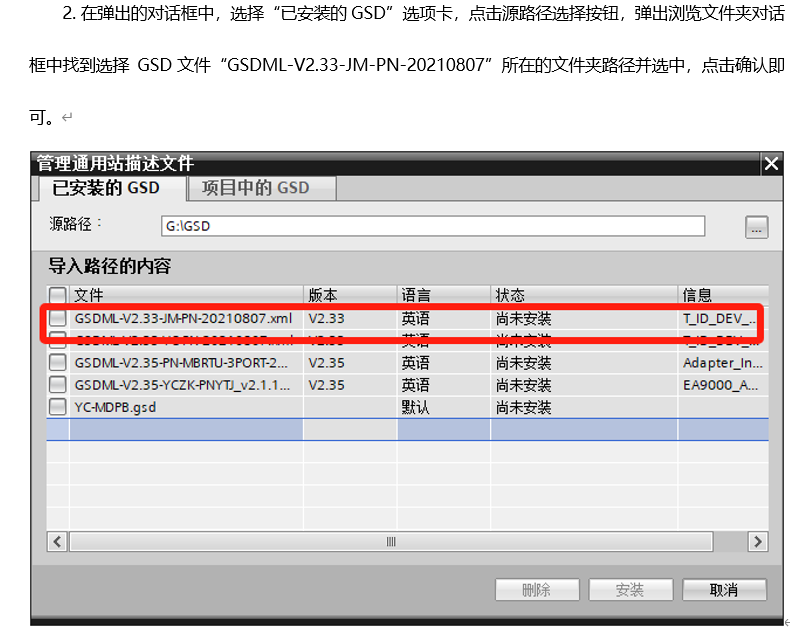
1. 在TIA Portal 菜单栏点击“选项”>“管理通用站描述文件”, 如图所示:

2. EtherCAT参数:
o 设置网关从站地址为0x03
o 导入海克斯康机器人EDS文件,配置PDO映射
o 启用DC同步功能,时钟偏差≤500ns
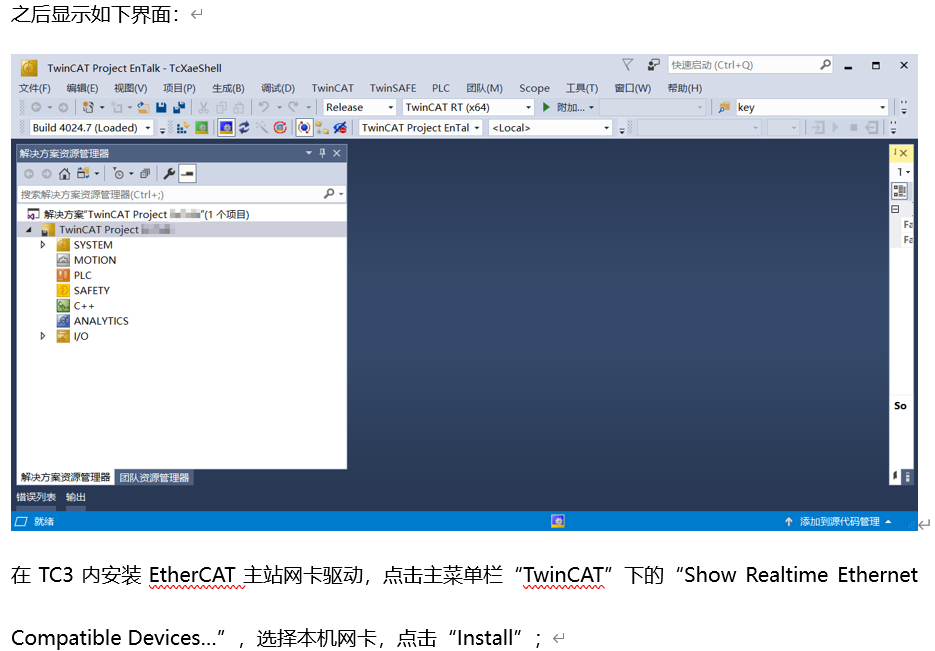
若成功安装网卡后显示如下界面:
四、系统功能实现
多机器人协同控制
· 电子凸轮同步:西门子PLC通过网关向各机器人发送同步位置指令,实现0.01mm级精密组装
· 视觉引导补偿:基于基恩士3D视觉系统的反馈,PLC通过网关动态调整机器人位姿,补偿累计误差
生产数据追溯
· OEE实时计算:通过网关采集机器人运行时间、报警次数等数据,PLC实时计算设备综合效率
· 工艺参数优化:建立机器人运动轨迹与产品良率的关联模型,通过网关数据迭代优化路径规划
安全机制设计
· 安全扭矩关闭(STO):当检测到人员进入安全区域时,网关触发机器人STO信号,响应时间≤5ms
· 功能安全认证:网关符合IEC61508SIL2标准,支持安全状态监控
五、项目成果
1. 组装精度提升:焊盘对齐误差从±0.08mm降低至±0.03mm,产品不良率下降42%
2. 生产节拍优化:单模块组装时间从38秒缩短至29秒,年产能增加18万台
3. 能耗降低:通过优化机器人运动曲线,单台设备年耗电量减少15,000kWh
(具体内容配置过程及其他相关咨询可联系杨工。)



![[ComfyUI] 如何升级自定义节点(Custom Nodes)](https://i-blog.csdnimg.cn/direct/ea995efbae97424a9a5206ba44607d24.png)














