一、项目介绍
此点火线圈项目主要实现对各部件的自动组装、测试、以及下料。

二、各个工位实现动作流程
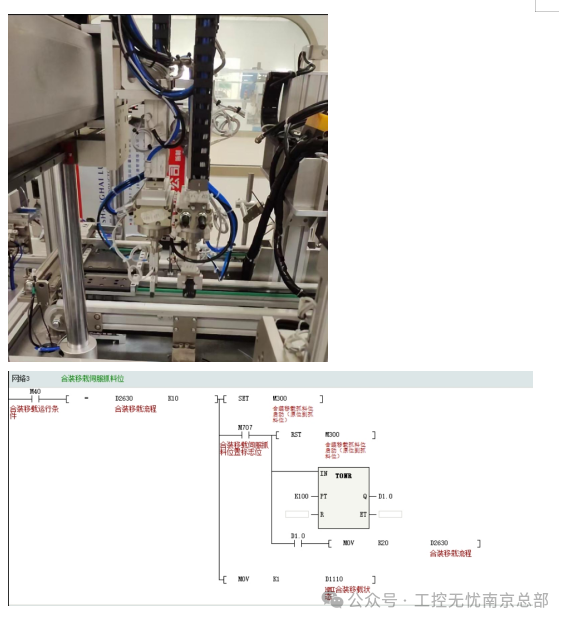
1、合装移载位,这个工位通过伺服电机和气缸夹爪把上游设备加工的点火线圈插头移载到合装位。
通过伺服设置抓料位置(绝对定位)伺服电机到了抓料位后伸出气缸伸出,夹爪气缸加紧。抓料动作完成后伸出气缸缩回,伺服电机移到合装位。
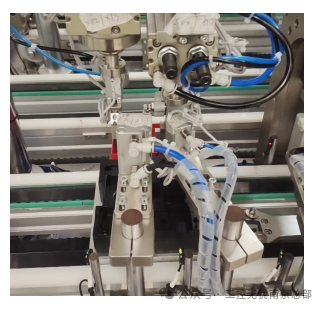
2、合装位,这个工位主要是把点火线圈插头插进底座 。
左侧设备加工完通过传送带把带有运输板的点火线圈底座传送到合装位,然后通过顶升气缸和辅助压紧气缸会把点火线圈底座和运输板压紧固定。接着伸出气缸伸出,夹爪气缸松开。放料动作完成后伸出气缸缩回,伺服电机回到抓料位继续进行下一轮抓料。
3、初压位,这个工位主要是把点火线圈插头完全插入底座。
运输板和点火线圈底座到达初压位,顶升气缸和辅助压紧气缸压紧固定。伺服电机设定适合的位置,