中国是制造业大国,大部分工厂主要重点是将原料经由加工制造过程(或流程)转变为最终可销售的产品或服务。”产品”是经过被定义的规格下(定义规格者包含客户、制造商本身、供应商…等),在经过”受控制”的人、机、料、法、环加工流程后,产出”符合规格”的产品。这句话看似简单,但其中存在着非常多的变异。简单来说,规格只有一个,但是制造可能要做出1个,或10个、或100个、或1000个甚至更多的一模一样的产品(依照产品需求特性而定),做出来的产品越接近规格目标值(Target),客户就会觉得产品质量越好。
但是,制造也不是神,无法做出每个产品所有规格都一模一样准确落在规格目标值上,所以在规格目标值外,增加了正负公差、单边公差…等规格,只要产品做在双边规格、单边规格以内,都算满足客户规格要求。目前越来越多少量多品种产品的商业模式出现,规格一直在变,制造产线要快速反应产品的规格变动要求,并达到客户要求,这时若无法做到数字化即时质量监控,每个工序工序点快速反应质量变异,就会造成做出来后才发现良率过低需要返工,或是流到客户端后的客诉增加。
要做到数字化即时质量过程监控,建议先将原本最终良率监控,更往前走到每个工序工序点即时on line SPC统计过程监控。
大家一定很奇怪,SPC不是早就行之有年了吗?审核每次被问一定会做的事情,且客户每月每季要的过程能力Cpk都有提供,但是对于实际良率提升没有感觉很有用阿?这中间存在的困惑,让我们一一往下探讨吧。
01 One
困惑一
Cpk超过1.33,但是最终良率并没有达到4倍标准差(意指没有达到预估的不良率63.34ppm or良率99.99%)?或是最终良率很好99%,但是各工序点SPC所计算出来的Cpk并没有这么佳?
反思:
1.请问各工序点的过程规格(USL/Target/LSL)是否合理?
“过程规格”与”产品规格”有时会一致,有时会更往下展开到材料特性规格,或是材料经过加工后的半成品特性规格。最常出现的问题就是”过程规格的定义无法厘清”。
过程规格谁该定义?
过程工程师会说:”当然是RD研发工程师要定义,我们怎么会知道产品要求的规格是多少?”
RD研发工程师会说:”我们是做产品的规格,客户产品规格清楚,但是再展一阶过程规格时,全新产品时,就只能做个实验后,抓最佳解来定义。若是过程没甚么太大变动,就沿用原本过程规格吧。”
这时该如何去规范合理的过程规格呢?其实这应该连结到DFM(Design for Manufacture)的概念,新产品设计初期,RD研发单位在设计过程规格时, 就应该找过程单位(工程/生技..)先了解投产工厂的关键过程工序点的过程能力,再检讨出初始的过程规格,经过小批量验证后,重新调整成合理量产品的过程规格,若有特殊材料或新材料导入,也需重新确认投产工厂的过程能力是否有所偏移,并重新调整相关系统参数。
所以,RD研发部门应该与过程部门依据SPC持续观察到的过程能力共同来制定过程规格方为上策。过程能力随着人、机、料、法、环在变动,过程规格不可能永远不变动,所以,每季或每半年的过程规格检讨,或是检讨的规则是必须制定且持续进行的。
2.各工序过程能力Cpk是否有跟最终良率进行相关性分析?
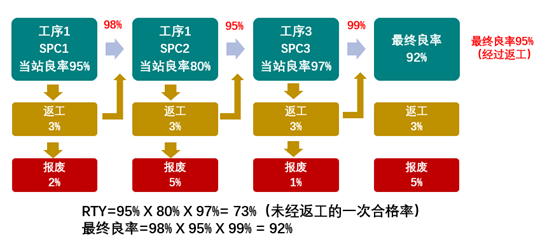
常听到工厂主管说我们公司的最终良率都是95%以上,但是却忽略了是第一次良率?还是经过返工后的最终良率?
SPC管控的Cpk过程能力是当工序良率,但过程中又增加了很多返工流程、报废流程后,最后当然跟最终良率无法关连,若是将各工序点的当前良率与返工率、报废率都统计分析,与最终良率相去不远(还是会有些许落差,但是已可预估最终良率)。 且SPC能利用趋势规则提早预防超出规格的不良品发生,让当工序良率第一次就能提升到99%以上,减少各工序更多的返工与报废。这才是SPC真正的发挥之处。
02 Two
困惑二
有导入SPC统计报表,每天都会请产线人员、QC人员或IPQC人员手动输入SPC量测数值,但是看起来都有在规格内或是正负三倍标准差内?并没有甚么用处?还不如请QC每天走来走去巡检开产线异常单。
反思:当然没有用处,产线人员每天检验抽查都来不及了,还要手动输入 SPC表单,常常整天做完现场检测后,再拿着纸本将量测数值手动输入电脑,这时候产品就算有超出规格或正负三倍标准差,也已经流到后面工序点很难追溯了。或是制造有要求各过程检测工序每次检测完就要手动输入,但是现场一急又造成很多人工输入错误,异常误判状况,产品真实问题更难体现。
所以,若要减少人员变异造成的SPC不及时或错误,过程管理者应该先将制造流程画出来(或是利用Control Plan/QC flow chart),重新盘点各过程工序点的产品检验工位的量测机台或量具,是否可以直接量测数值后,利用IOT方式,直接将现场量测数据自动连结抛转到on line SPC chart上面,并连结异常管控流程,出现异常及时通报过程工程师或是设备工程师去现场确认问题、原因,并纪录之,方能达到利用数据持续改善的目的。
若是现场真的无法自动串连数据,过程品保改善成员也须协助现场人员想办法防呆输入错误问题与及时问题的解决,并需要协助规划异常处理流程,考量现场可方便执行性与正确性。
03 Three
困惑三
有建立SPC系统,On line SPC即时性虽然够,但是一上线出现一大堆的失败异常通知信如雪片般飞来,根本来不及处理厘清异常原因,或是抽几批即时处理后发现该产品没有问题又放行了,所以后来就不相信SPC了。
反思:
1.SPC 8个检验规则是否合理运用?
SPC刚上线时,建议管控者先开启一个规则(OOC: Out of Control limit)即可,因为SPC是希望能在没有不良品出现时,及时预警异常发生,也就是缩小当工序过程变异(人、机、料、法、环影响)为目的,所以若一开始就开启所有规则或多个规则,会无法厘清变异原因,反而造成工程师疲于奔命,无法聚焦问题解决,因为”变异”不是一天、一个月就能解决,需要分层、分类去解决才能有效解决问题,找出原因。当OOC不会再出现后,再开启其他规则,继续管控更多的共同变异原因。这样逐步才能让当工序的过程能力持续改善,并稳健提升。
2.SPC使用人员是否能进行数据分析与分层分析?
一开始上线的On line SPC,通常会出现异常红点一堆,这实属正常,这时SPC管控人员须要先知会管理层要有耐心,习惯看到变异,先不要马上要求在一个月内全部正常,若是真的这样做,那SPC可能就会失真或是真正变异又被隐藏。再来,SPC管控人员需要去解析当工序SPC chart,利用班别、机台别、人员、批次、材料厂商批料号去层层解析可能造成的变异原因,才能提出更有效的改善方案,进而降低变异产生,当变异都能管控时,要往智慧制造的道路也不远矣。
04 Four
困惑四
我们工厂是少量多品种生产,所以每张SPC chart的规格会一直变,每个产品能搜集到的数据也很少?不太适用?
反思:
其实SPC chart不是只有一般听到的Xbar R chart 、Xbar S chart,P chart,针对少量多品种产品,规格变动频繁的产线,可以利用short Run SPC chart即能解决此问题,能在同一个过程工序点,不同产品规格放在同一张SPC chart上,利用先将各种规格标准化后,即可看出当工序过程的过程能力。
这只是举例,可以依据各种状况下,找出适合的SPC chart,进行过程监控,等到能完全掌控变异后,因为数据都能在系统中,就可以进一步往异常原因与解决方案知识管理后的预测模型发展,可以做到持续改善的进阶版,做到真正AI智能制造的质量管控。