引言
由于商业纯钛(CP Ti)具有抗腐蚀性,并且具有哦合适的机械性能以及生物相容性,因此,目前一直被用作牙科植入材料。为了在临床手术中获得高水平的成功,CP Ti的表面质量和形貌是影响植入手术结果的最关键因素之一,近年来,它已成为主流和商业可用的植入产品。
英思特通过对金属使用不同的表面处理方法——盐酸蚀刻来进行表面改性。这种方法不会在金属表面产生孔隙,尽管HCl/H2SO4蚀刻产生了零星的孔,但这些孔并不明显。
表面改性技术与钛或钛合金相结合,可以保持钛或钛合金原有的耐腐蚀性和抗拉强度,从而提高种植体的临床效益。然而,关于蚀刻配方、浓度、温度和时间的详细参数的现有研究是有限的,并且已经提出的Ti金属蚀刻方法是实质上不同的。
实验与讨论
英思特使用圆形CP钛和钛合金盘用于验证表面特性,并用于本研究中的蚀刻实验。在线放电加工后,进行喷砂和磁力研磨以清洁磁盘表面。实验过程如图1所示。对CP Ti和Ti合金样品进行喷砂以使表面变粗糙,然后使用超声波振荡进行清洗。应用各种蚀刻机制来形成具有微米至纳米尺寸的孔的均匀表面。最后,分析结果以研究工艺参数对粗糙度、表面形态。
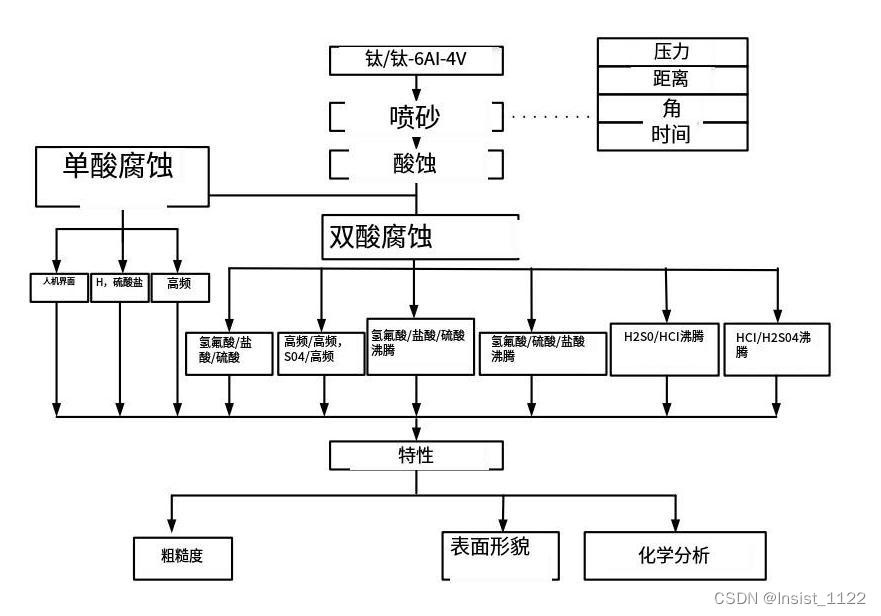
图1:实验程序
为了了解各种酸对Ti/Ti-6Al-4V ELI的腐蚀速率,本文测量了10 min的失重,以获得不同温度和使用不同酸蚀剂时Ti/Ti-6Al-4V ELI的腐蚀速率,如图2图3所示。HF在室温下10分钟的蚀刻速率为9.28毫克/分钟。HCl对Ti-6Al-4V的蚀刻速率在室温下为0.078毫克/分钟,在BT下为0.834毫克/分钟,而H2SO4在BT下对Ti-6Al-4V的蚀刻速率在室温下为0.009毫克/分钟,在BT下为0.162毫克/分钟。
HCl在沸腾时对Ti的蚀刻速率在室温下为0.26毫克/分钟,在BT下为0.659毫克/分钟,而H2SO4在BT下对Ti的蚀刻速率在室温下为0.005毫克/分钟,在BT下为0.06毫克/分钟。在室温下,HCl和H2SO4的蚀刻速率非常慢。
我们通过使用HF对Ti的氧化物层进行预处理,从而不会导致增加Ti的蚀刻速率,显示出如果在喷砂后不久进行蚀刻过程,则在Ti上不会形成明显的TiO2层,因为TiO2可以溶解在HF、浓盐酸和热的浓H2SO4中。因此,这可能是由于TiO2在HCl中的抗蚀刻能力差造成的。
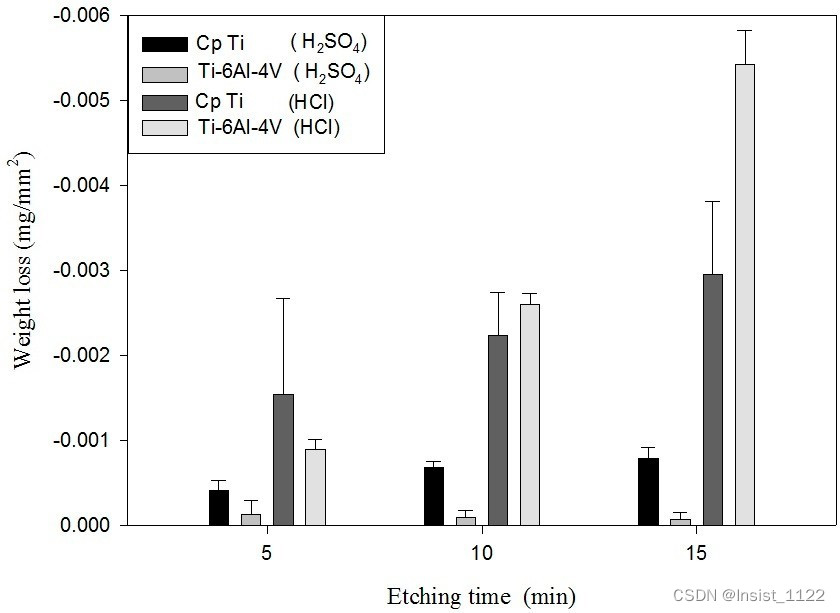
图2:Ti/Ti-6Al-4V ELI在不同腐蚀液中室温腐蚀后的重量损失比较

图3:不同蚀刻剂溶液对Ti/Ti-6Al-4V ELI的减重效果的比较
结论
本研究英思特成功探索了表面处理的工艺参数,如蚀刻速率、酸浓度、反应温度和反应时间,其最佳值可用于获得适合骨细胞生长的均匀纳米孔。我们测定了Ti/Ti-6Al-4V ELI在不同温度下用H2SO4或HCl腐蚀后的活化能。HCl或H2SO4在室温下的Ti/Ti-6Al-4V ELI蚀刻速率低,而HF表现出最快的蚀刻速率9.28毫克/分钟。喷砂后,酸蚀刻在短时间内发生,最初不需要在HF中蚀刻氧化层。
英思特通过对结果的分析表明,在沸腾的H2SO4或HCl中蚀刻Ti金属有助于纳米多孔结构的形成。由于Ti-6Al-4V是α + β晶相材料,其刻蚀速率不同,表面粗糙度的可变性更大。当在BT下用H2SO4腐蚀时,Ti-6Al-4V的活化能为88.96 kJ/mol。该研究还表明,与使用H2SO4时相比,使用浓液压酸的蚀刻对Ti产生了更好的表面改性效果。