Bambu Studio
界面功能

材料
不同材料
一般使用的是PLA, PETG, ABS
PLA(57℃), PETG(66℃)的强度以及耐高温的能力比较差, ABS有味道, 不环保但是强度比较高(85℃)
TPU: 不支持AMS, 数字小硬度小, 打印出来有亮光
TPE: 和上面一样, 打印出来是哑光的, 但是打印的难度比较大
碳纤维: 损耗喷头
不同颜色使用的时候有些许不同

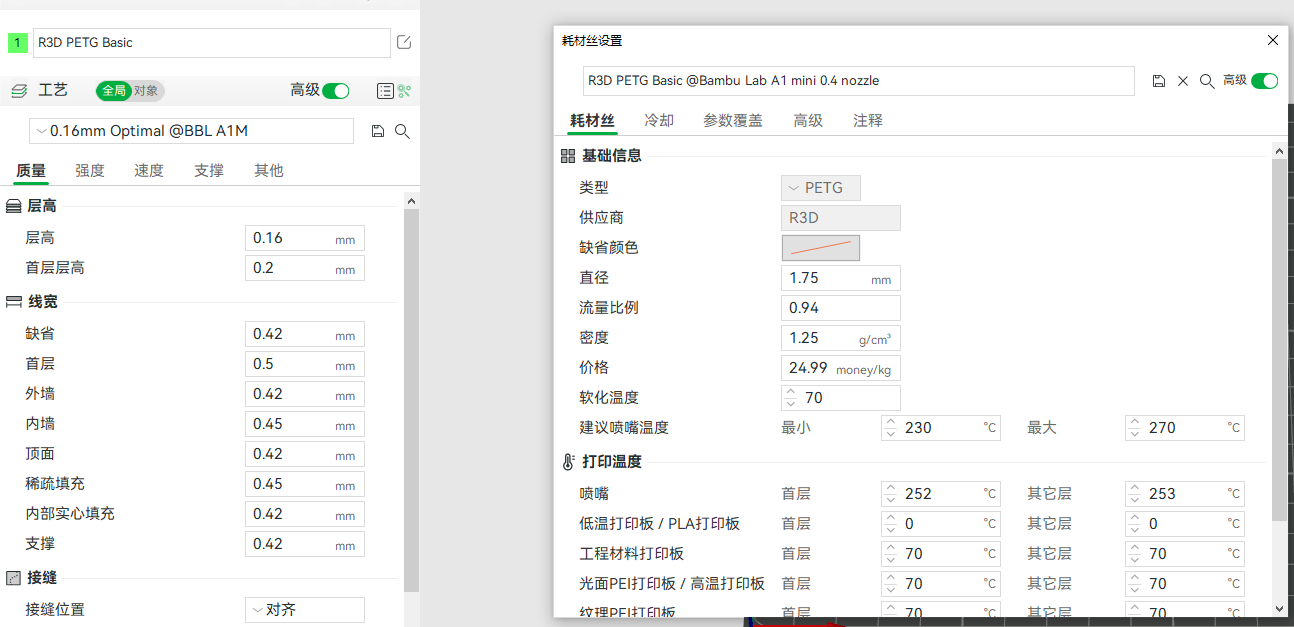
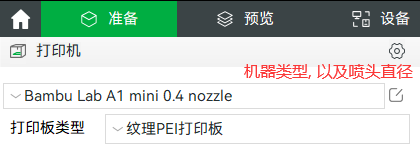
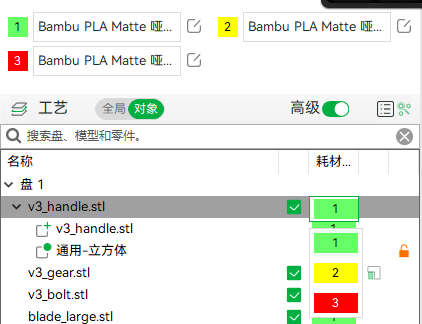
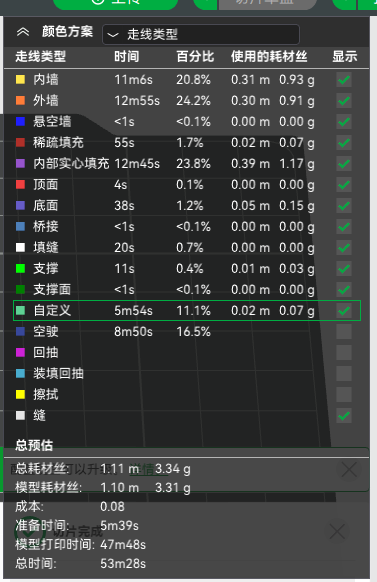
使用的耗材
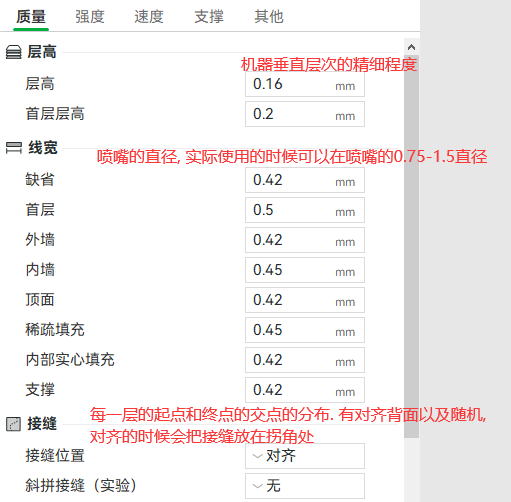
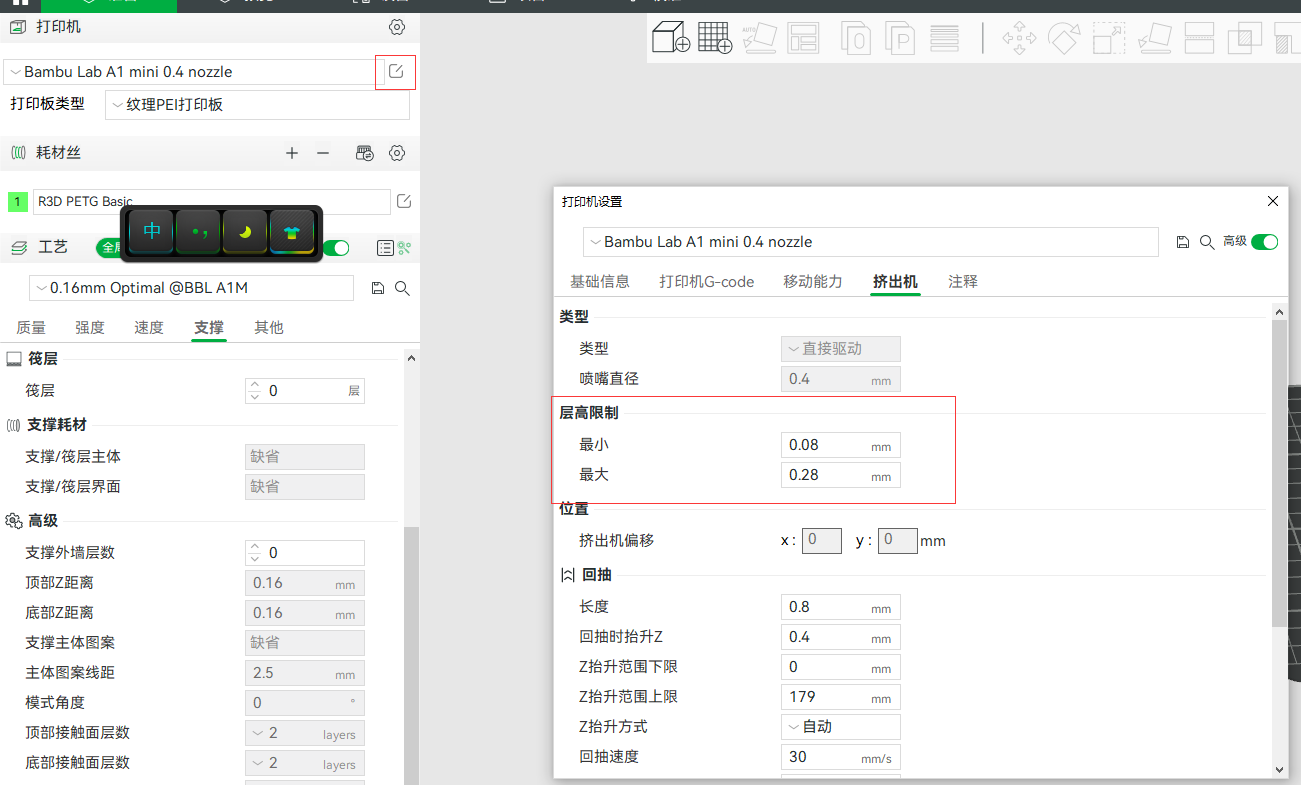
层高的范围可以在打印机的配置里面进行更改
墙
经典模式
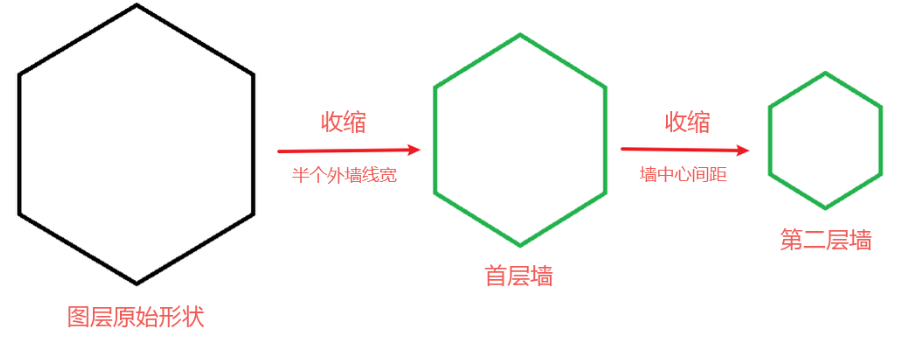
首先是原多边形形状,缩小设置的间距宽度(半个外墙线宽)得到第一层路径。然后,再次给第一层墙的多边形收缩设定的间距宽度(两个墙的中心距离),生成第二个墙路径。下图中绿色的多边形可以视作生成墙路径的中心线(也就是这一圈墙的“骨架”),然后实际的路径宽度为设定的内外墙线宽。在经典墙模式下,单条路径的宽度始终是一致的,并且墙路径始终是一个连续的闭环。
如果多边形太小,收缩的结果会为空,所以就不会生成墙路径。
另一个需要提到的概念是“接缝”。“接缝”是墙路径起点和终点之间的间隙。它会在墙上留下一个清晰的点,在打印模型的表面会形成一条明显的缝隙,经典墙体路径是宽度均匀的,所以表面质量会更好,因为它只有一条接缝。不连续的路径可能造成多条缝线。
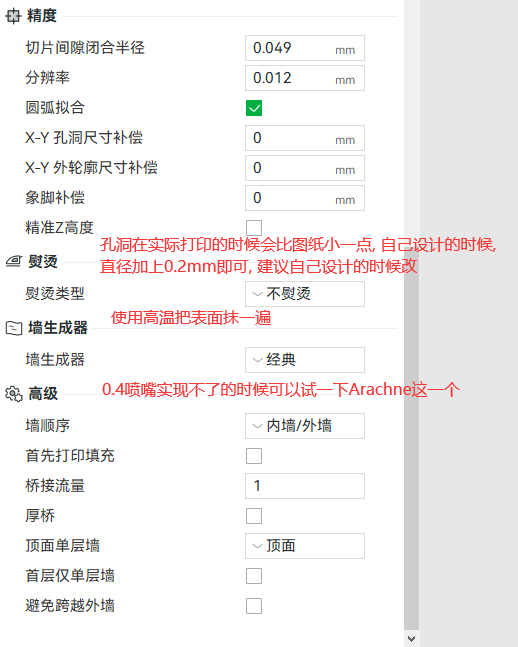
有些模型会有一些比较细小的部分,这些部分太小而无法生成闭合的墙路径,因此切片后会导致模型的部分缺失。例如,下图11中模型表面有很小的文本,因此切片后无法生成文本的墙路径(如图12所示)。当然,如果你更换一个更小尺寸的喷嘴设置,则很有可能将其成功切片。这个问题根本原因是模型的局部太过精细,所需要的打印走线宽度比当前使用喷嘴尺寸的默认线宽还要细小。而设置更小的墙线宽可以解决这个问题。
在某些场景下,“检查薄壁”功能可以解决上述这个问题。
如果启用了该参数,则生成墙时的收缩宽度将减小一点,以便为生成墙路径提供空间。如下图所示,生成薄壁后墙中心的间距会更小一些。
“检测薄壁”在某些情况会导致其他问题。如上述所提到的,因为墙间距减小,无法容纳完整的线宽,墙之间可能发生重叠
Arachne模式
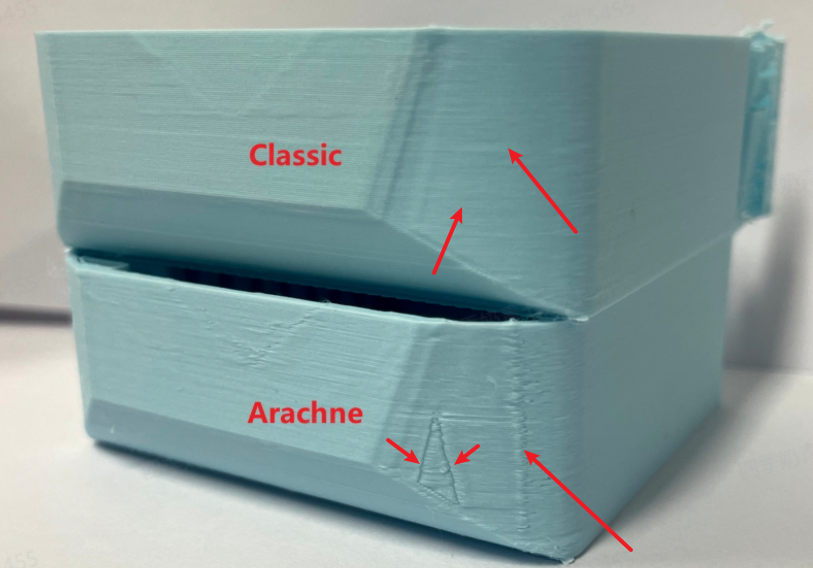
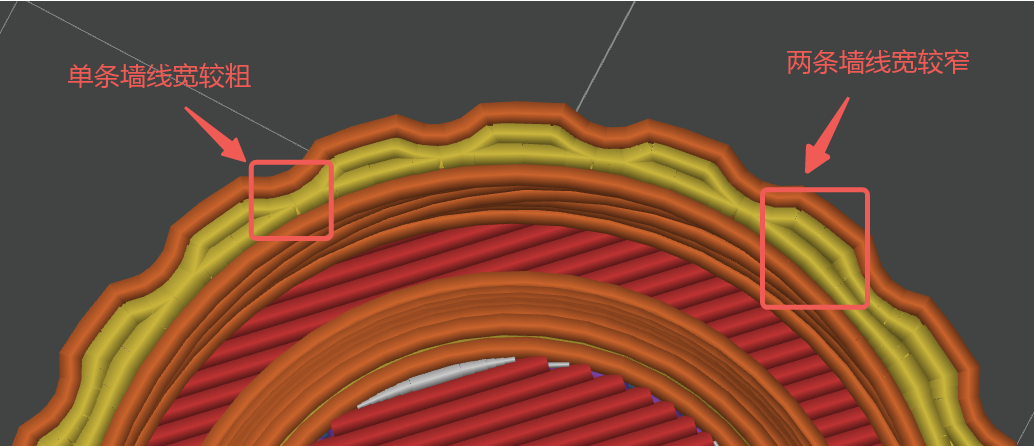
Arachne也被称为“可变线宽模式”,因为墙路径宽度是可变的。如下图所示,单条墙可以得到不同的宽度。由于可以调节墙体的宽度,所以模型上一些小的细节部分切片后也能生成,且相比“薄壁检测”功能,该模式生成的墙没有重叠。
在某些情况下,arachne将生成非连续的墙路径。例如,部分区域不能生成2个相同宽度的内墙,但可以生成一个宽度稍大的单条内墙(如下图所示)。因此,它与另一个内墙不连续。非连续的墙路径会影响打印表面质量
强度
填充
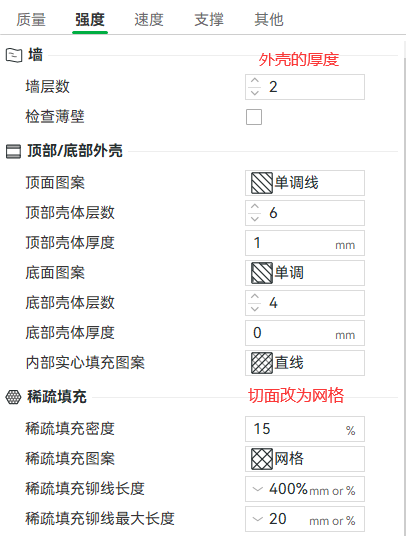
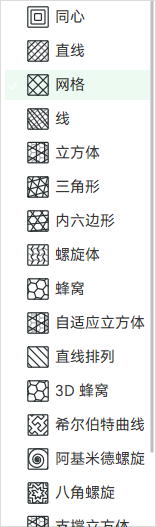
在进行填充的时候, 建议使用三角形, 螺旋以及蜂窝形状, 螺旋体的强度是最好的
如果不需要强度, 只是一个演示的话可以使用闪电填充
如果一个模型的不同位置的受力是不同的话可能在不同位置需要不同的填充强度,如果一个比较小的部分需要一个比较大的填充的话, 提高全部的填充会导致浪费
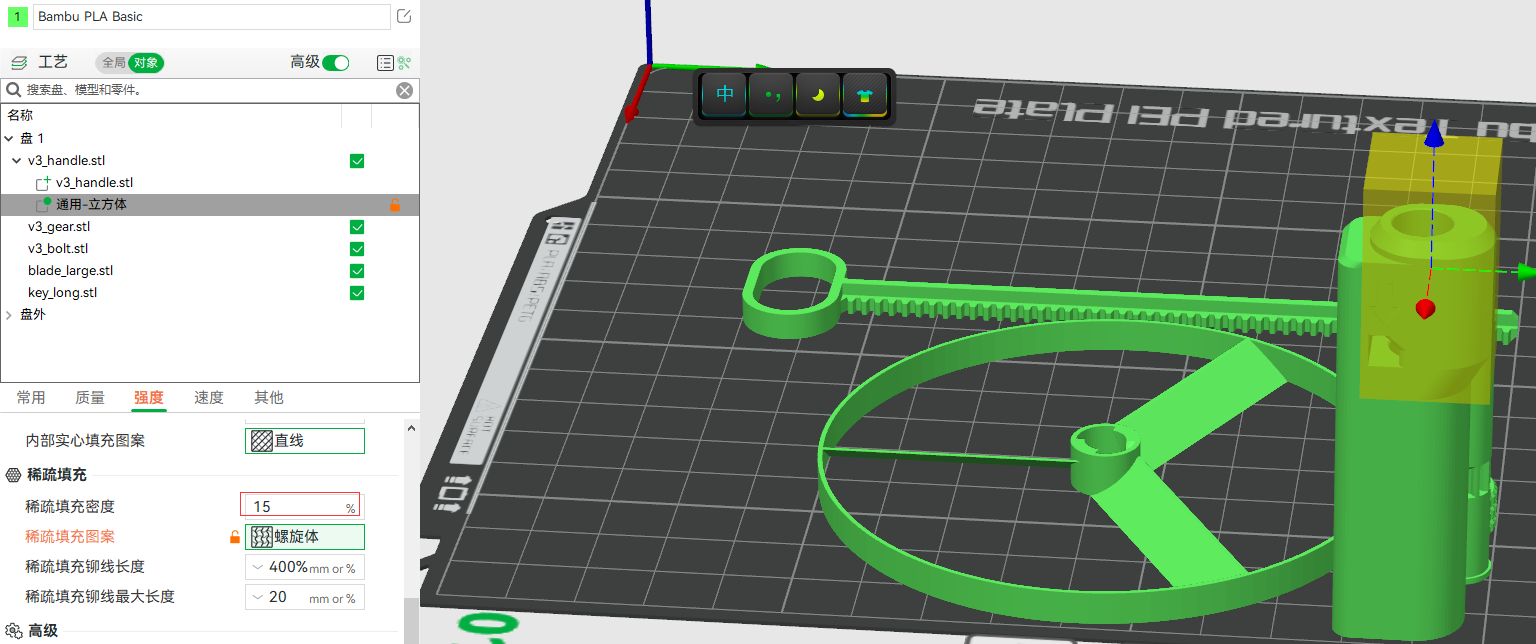
可使用在全局的时候填充的强度为15
在对象界面选中一个零件, 右键添加修改器
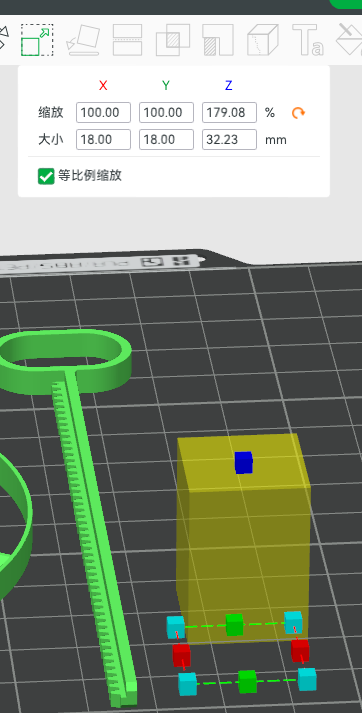
使用缩放改变一下这一个零件的大小, 之后移动到需要的位置, 改变一下零件的填充度
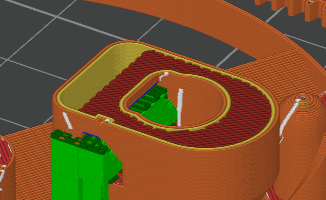
支撑
模型悬空, 或者切片的角度比较大的时候需要支持
大部分的时候可以选择树状自动, 一个比较大的平面在打印的时候需要使用普通的支撑, 如果平面小于45°的话可以不使用支撑进行打印
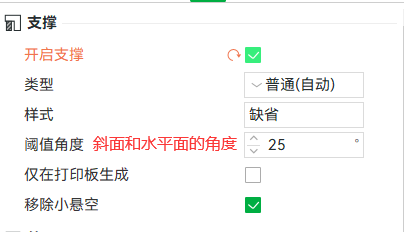
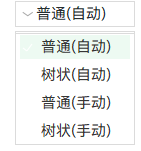
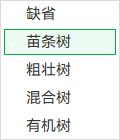
树状支撑的样式有这几种, 角度低于阈值角度的时候会有支撑, 比较复杂的模型, 不容易拆卸的时候, 可以使用只在打印版上面生成这一个选项
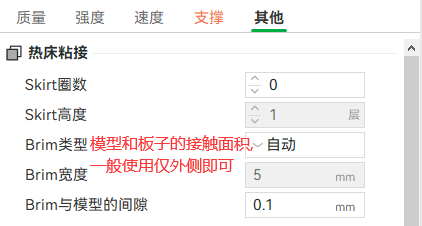
SKirt是指在这一个模型底部外侧打印一个圈, 可以用于擦一下打印机的口, 以及对打印机进行调平, 一般设置为3-5圈
Brim是一个贴着这一个模型的一个裙边, 可以使得这一个部件和热床附着的更好
支撑在使用的时候也可以使用多种材料, 使用多种不同的材料的时候, 可以把间距调的小一点
手动支撑
在拐角之类的部分需要增加一个支撑
填充模式的时候可以对一个面进行选择以及取消, 左键进行添加, 右键删除
使用第一个圆的时候是对模型进行手绘
多种材料
在使用这一种的时候, 支撑之间的距离需要小一点, 顶部的接触面线距调的小一点, 层数建议是两层
阀层
在模型的底部加一个底座, 把这一个模型拖起来, 一个模型比较高的时候可以增加这一个模型的打印成功几率
以及可以吧不规则的模型的底面变得利于打印, 在实际使用的时候可以把阀层使用另一种材料进行打印, 从而易于拆卸

顶部栏

可变层高
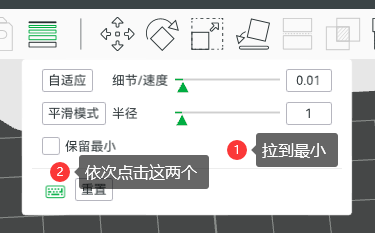
大部分时候可以使用这种, 默认也可以
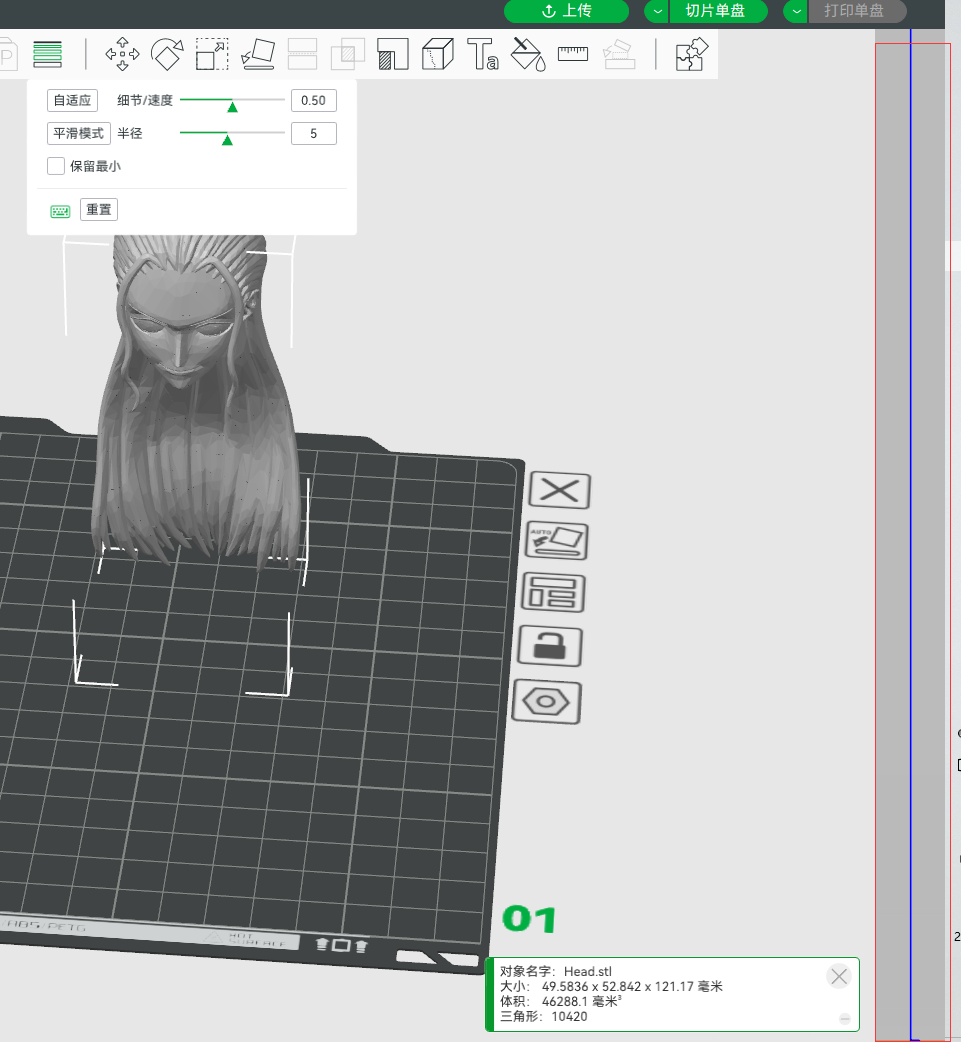
可以在右侧手动设置, 左键层高加大, 右键减小, 按住Shift可以使得这一个打印的时候比较平滑, 按住Shift多次点击反向可以返回默认值
这一个可以和熨烫一起配合打印出来的效果更好
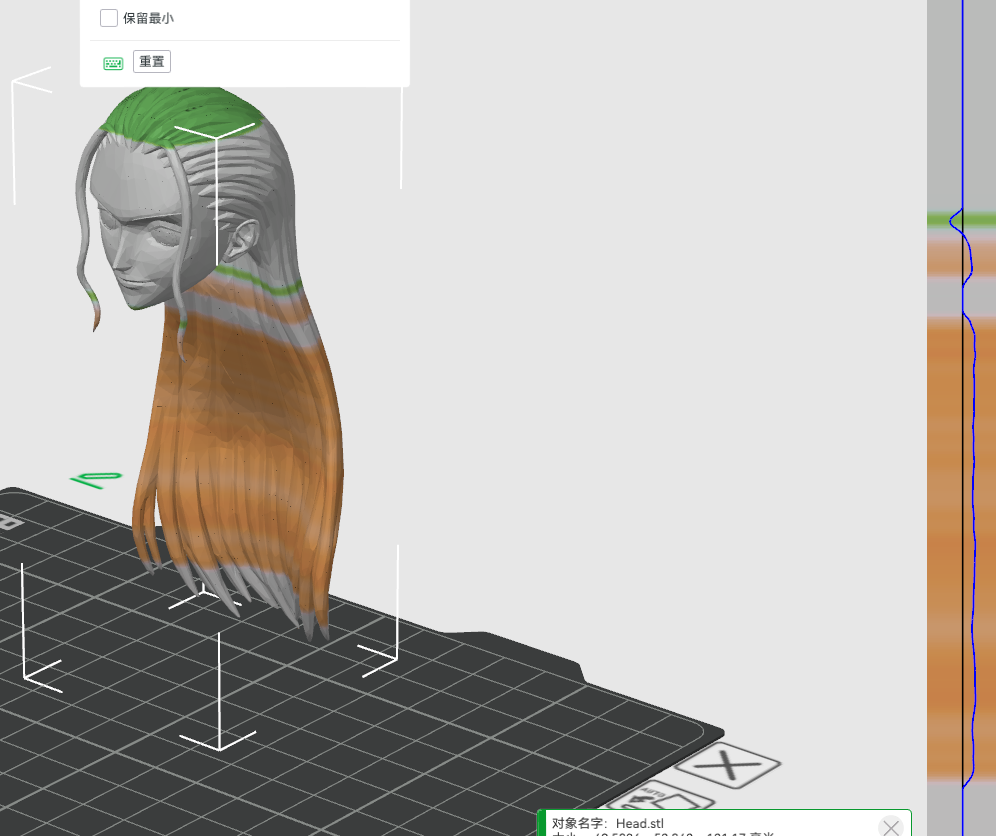
选中某一个对象的一个部件的时候, 需要在左侧进行单独选中

切割
在切割的时候选择切割为零件的时候切出来的物品不会进行拆分

也可以添加一个螺母的零件然后进行组装, 首先使用负零件进行切除, 之后再添加一下, 缩放的时候取消等比, 调整直径
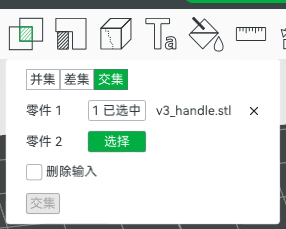
布尔运算

并集: 用于把两个模型组合到一起
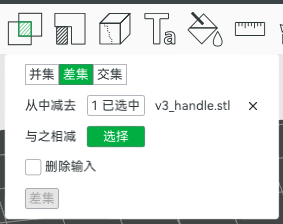
差集: 选择的时候注意两个模型的顺序, 需要勾选删除输入
添加支撑
在你想添加支撑的位置选择一下即可
文字
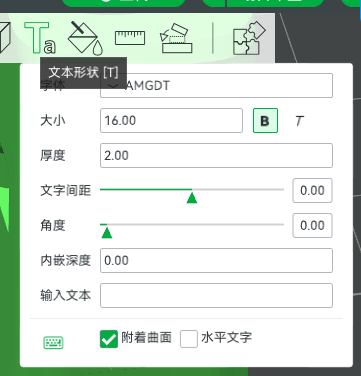
在添加一个文字的时候, 如果一个面对不上可以把这一个零件切割为零件, 之后就可以添加了
可以添加一个文字, 效果为凹陷的时候内嵌深度需要有一个数字
把这一个文字放上去以后, 如果想要这一个字在同一个平面, 可以通过改变这一个字的位置实现
颜色
涂色工具使用指南 | Bambu Lab Wiki
在实际填充一个零件的颜色之前最好先进行拆分
如果一个模型可以拆分为不同的部件, 可以对不同的部件进行上色
手动绘制的时候

圆形工具是一种圆形钢笔工具,用于在模型表面绘制任何曲线。
球型绘画工具类似于圆,但它将为球体内的所有面着色,而不仅仅是可见的面。
三角形工具可为鼠标指针所指的三角形面着色。单击可为单个三角形面着色,拖动可连续选择一连串三角形面来上色。三角是根据实际的模型生成的
高度范围工具将给定高度范围内的所有面着色,即使它们可能位于不相交的区域。
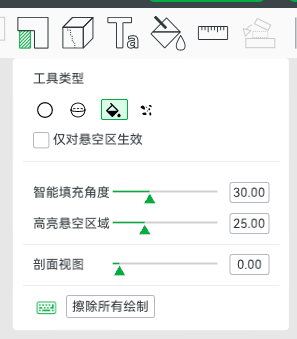
填充工具会对从鼠标指针所指的面开始传播的相连面进行着色。当到达具有不同颜色的面时,传播会停止。如果开启了 "边缘检测 "功能,则在到达比阈值更锐利的角时也会停止传播。
一般使用这一个设置阈值以后使用三角进行微调
使用上述工具进行绘画通常会产生间隙区域。它们可能看起来很丑,并且增加耗材丝更换的次数。空白填充工具将检测小的空白,并采用相邻面的颜色来自动填充它们。
手动实现颜色改变
在打印的时候加入暂停打印, 在预览右侧的进度条部分使用右键进行添加, 使用的所有的颜色都是一种耗材, 可以用于分层比较明显的模型
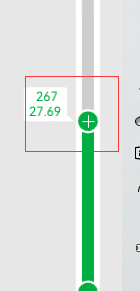
流量校准

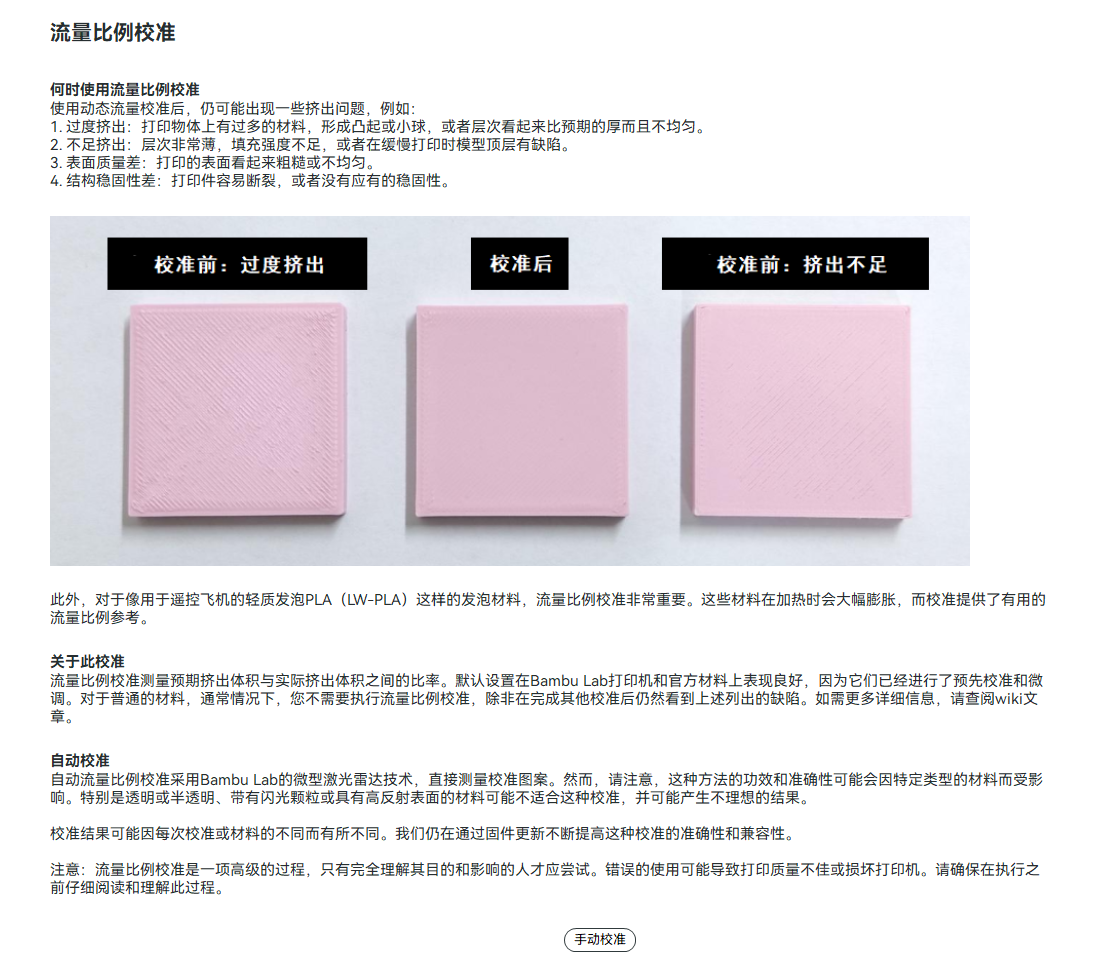
这一个控制的是打印出来的平面是不是平整的
逐件打印
使用这一个模式可以减少废料出现的概率, 不会一个模型的失误导致整个的错误
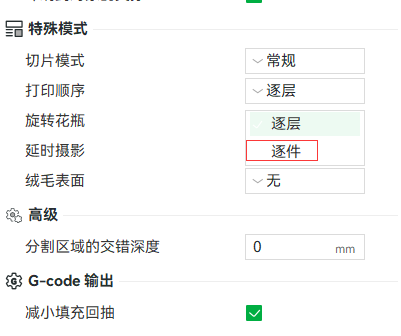
超出了这一个框不能再次打印
接缝隐藏
这一个是对齐
最近
背面
随机, 需要强度比较高的时候使用这一种
如果想要自己绘制一个位置把这一个缝隙进行隐藏
左键添加右键屏蔽
Shift+左键是擦除
再不是一个平面的地方可以使用球形滚动
推荐工具
5400胶水
水口钳
修边刀
美工刀
电动打磨机=变速(无限速)
M3螺丝, 磁铁
laC喷雾
添加负零件
在一个元件里面切出来一个空间
选中一个个零件右键, 添加负零件, 选择一下这一个零件的尺寸, 在缩放选项可以设置这一个图形的尺寸, 移动的时候这一个零件以原来的零件的中心位置为原点
如果是一个异形的零件可以把这一个零件修改以后, 等比例缩小一下, 然后负零件导入一下, 调一下位置即可
AMS
在设置的时候, 需要在设备一栏按照顺序填入材料的摆放方式, 在实际打印的时候也需要设置一下
也可以使用这一个进行续料, 材料的颜色以及种类是一样的话就可以进行续料, 打开AMS的材料备份
连接比较近的打印
在耗材的设置里面, 参数覆盖, 空驶距离阈值调的小一点, 这一个会让每一圈打印结束以后进行一个回抽
防翘边
最简单的就是添加一个裙边, 把距离调小
也可以右键=>添加标准模型=>小圆片, 放在容易翘边的位置
色差
在打印变化比较大的模型的时候, 会出现不同粗细的位置颜色差距比较大的情况
这时候可以调低外墙的打印速度, 使得外部的打印速度趋于一致
打印的时候出现一条线可以使用逐件打印
预览
可以选择不同的提示, 一般需要检查以下几点
- 比较薄的地方是不是可以全部打印, 不是的话把墙改为自适应
- 悬空墙是不是要增加支撑
- 孔洞里面是不是有支持
- 接缝的位置
- 打印的速度, 金色的材料打印速度比较高的话会变色
模型倒伏
手上面有油会使得这平面不能粘东西, 板子需要洗或者喷胶
比较高的位置有悬空的话可以加一个支撑, 防止上翘的位置把这一个模型带倒
耗材吸水比较高的时候会不粘
绒毛表面
在其他的里面, 特殊模式里面有这一个选项, 一般是用在动物, 这一个只能用在有垂直角度的平面, 通过喷头抖动实现
可以实现一个磨砂的效果, 实际使用时候可以和修改器一起使用
单件跳过
在手机上可以控制, 如果某一个零件打印失败可以暂停他的打印暂停打印的左边箭头
装配件搜收缩
打印这一种零件的时候最好使用外墙模式, 外墙模式的接缝比较明显但是尺寸的变化比较小
拓竹的默认打印是内墙, 在质量=>高级里面进行修改
延时摄影
传统模式会把整个过程打印出来, 平滑模式的喷头不变, 但是需要是一个擦料塔, 比较费料
a1mini的传统模式会导致质量下降
花瓶生成器
MakerLab (makerworld.com.cn)


![[NeurIPS 2022] STaR: Bootstrapping Reasoning With Reasoning](https://i-blog.csdnimg.cn/direct/0f0b128370c34fa794fead694b7be377.png#pic_center)
















